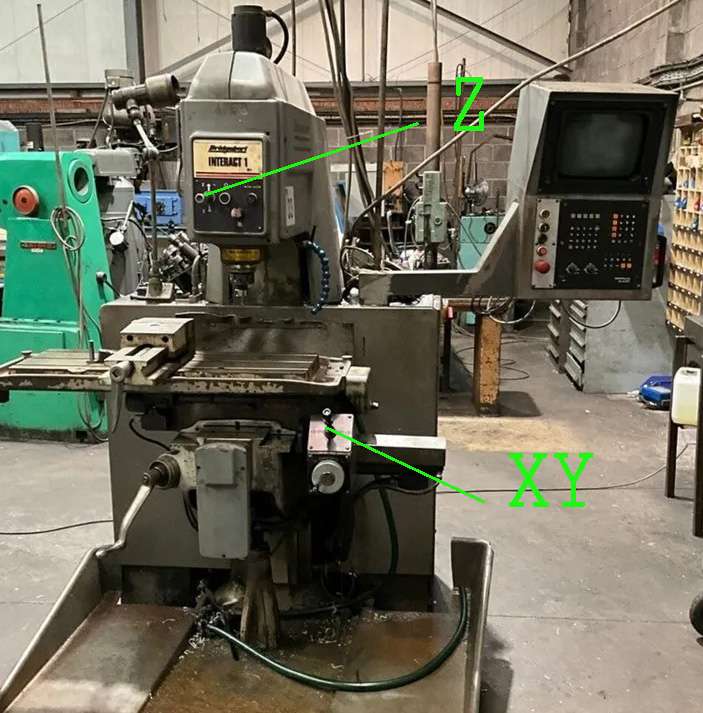
Bridgeport Series 1 CNC
Bridgeport Series 1 CNC
- This topic has 49 replies, 12 voices, and was last updated 13 June 2026 at 08:43 by
 Les Riley.
Les Riley.



 🙂
🙂
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Wallace valvegear simulator
Started by:
Kevan Shaw
in: General Questions
- 7
-
13 June 2026 at 18:43
John Purdy
-
Taylor Hobson Pantograph Engraver Model D
1
2
Started by:
jaCK Hobson
in: Workshop Tools and Tooling
- 8
-
13 June 2026 at 17:56
jaCK Hobson
-
Testing Single Point Thread Fitment
Started by:
berwick
in: Beginners questions
- 9
-
13 June 2026 at 17:09
Dave S
-
Lightning
1
2
Started by:
duncan webster 1
in: Electronics in the Workshop
- 13
-
13 June 2026 at 15:59
duncan webster 1
-
What Did You Do Today 2026
1
2
…
4
5
Started by:
JasonB
in: The Tea Room
- 34
-
13 June 2026 at 15:38
Dalboy
-
Hindu ascetic in picture gallery
Started by:
Bill Phinn
in: Website Questions, Comments, and Suggestions
- 3
-
13 June 2026 at 15:37
Neil Wyatt
-
Bridgeport Milling Machine feed control module
Started by:
Mark Willis
in: Workshop Tools and Tooling
- 13
-
13 June 2026 at 13:08
henrik83
-
international exhibition 1862
Started by:
duncan webster 1
in: The Tea Room
- 9
-
13 June 2026 at 11:41
gerry madden
-
My adventures with a bench top CNC mill
1
2
3
Started by:
John Hinkley
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 8
-
13 June 2026 at 10:12
John Hinkley
-
Air Duster
Started by:
jaCK Hobson
in: Workshop Tools and Tooling
- 4
-
13 June 2026 at 10:00
jaCK Hobson
-
Running 380V 3-phase motor on 230V 1-phase
Started by:
jimalm
in: Electronics in the Workshop
- 9
-
13 June 2026 at 09:07
Vic
-
Bridgeport Series 1 CNC
1
2
Started by:
tomcnc
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 12
-
13 June 2026 at 08:43
Les Riley
-
Gauge Glass Fitting
Started by:
Thomas Clarke
in: General Questions
- 10
-
13 June 2026 at 08:33
Luker
-
Searching for “The Pennsylvania A3 Switcher” by Kozo Hiraoka
Started by:
timdotd
in: Books
- 6
-
13 June 2026 at 08:22
DC31k
-
Lathe cutting aggressive taper
Started by:
Lee Kennedy
in: Manual machine tools
- 4
-
13 June 2026 at 07:15
JasonB
-
Myford VMC Spindle Advice Please.
1
2
Started by:
Nigel Graham 2
in: Manual machine tools
- 10
-
12 June 2026 at 23:11
Nigel Graham 2
-
All things Beaver Mill
1
2
…
9
10
Started by:
Robert James 3
in: Manual machine tools
- 43
-
12 June 2026 at 21:50
Mark Rand
-
Clockmaking starter project?
Started by:
Gman
in: Clocks and Scientific Instruments
- 10
-
12 June 2026 at 20:21
iacooper
-
3 1/2″ Gauge Discussion Group
1
2
3
Started by:
Neil Wyatt
in: General Questions
- 37
-
12 June 2026 at 17:16
Paul McDonough
-
Boxford CUD cabinet screw sizes and threads
Started by:
lucerne
in: Manual machine tools
- 7
-
12 June 2026 at 17:15
lucerne
-
How Good Are 3D Printers?
Started by:
Neil Wyatt
in: 3D Printers and 3D Printing
- 1
-
12 June 2026 at 17:02
Neil Wyatt
-
Replacement Allbrit Draftmaster Protractor Rulers
Started by:
wigan2026
in: Workshop Tools and Tooling
- 7
-
12 June 2026 at 16:20
Dusty
-
ML7 help please!
Started by:
myfordmikeml7
in: General Questions
- 7
-
12 June 2026 at 11:22
myfordmikeml7
-
Stirling single drawings question.
Started by:
RRMBK
in: Locomotives
- 1
-
11 June 2026 at 23:18
RRMBK
-
Axminster Granite Surface Plate – Delamination of surface coating
Started by:
Greensands
in: Workshop Tools and Tooling
- 8
-
11 June 2026 at 19:24
Andy Stopford
-
Wallace valvegear simulator
Latest Issue

Newsletter Sign-up
Latest Replies
- Wallace valvegear simulator
- Taylor Hobson Pantograph Engraver Model D
- Testing Single Point Thread Fitment
- Lightning
- What Did You Do Today 2026
- Hindu ascetic in picture gallery
- Bridgeport Milling Machine feed control module
- international exhibition 1862
- My adventures with a bench top CNC mill
- Air Duster

