Myford ML4 (or 1,2 or 3) restoration
Myford ML4 (or 1,2 or 3) restoration
- This topic has 22 replies, 9 voices, and was last updated 10 May 2026 at 21:19 by
 ach.
ach.






 Hi everyone first post on the forums, recently purchased an old Myford lathe to restore and hopefully use (depending on its accuracy we will have to see) to make small car parts and model steam engines. Condition wise I am very happy with it, the previous owner was a nice guy and has kept the ways and the rest of the moving parts oiled. The lathe is complete, including the change and back-gear guards. The 3 jaw chuck is small but no pitting and operates smoothly. I feel slight play in the spindle but I will have to see if its been set up correctly, as the carriage and tailstock are also pretty loose. The headstock is of the removable type instead of the older versions in which it was the same casting as the bed, and the pulley is a flat belt instead of the V belt pulleys. The only bad points on the lathe is the paint, which is dark brunswick green maybe but soft like candle wax with many visible brush strokes. On the change gear guard there is remains of what looks to be baby sick myford grey, which will be removed promptly. Also the tangs on the handles are quite badly bent and on the compound slide it is non original. I’ve started with the carriage, and it is now fully stripped and ready for the paint to be removed and for new paint (which I’ve chosen deep brunswick green from Paragon). All the fasteners have been soaked in white vinegar for 2 days before being neutralised in water and baking soda. I used a wire wheel on a drill on each and after coating with a glaze of 4 stroke lawnmower oil look much better. I am missing a gib screw, but I am sure that I can find a replacement. The gibs themselves are nice, but the holes look like they were drilled by someone using a nik nak crisp as a ruler. I was interested to see that the serial number was stamped onto the larger gib keys, as was it on the underneath of the carriage, cross slide and compound. All say 366 apart from the compound which said 41 I believe. I will continue to post updates as I advance with the restoration, many thanks. (Not sure if the photos will load properly hope they do 🙂 )</p>
Hi everyone first post on the forums, recently purchased an old Myford lathe to restore and hopefully use (depending on its accuracy we will have to see) to make small car parts and model steam engines. Condition wise I am very happy with it, the previous owner was a nice guy and has kept the ways and the rest of the moving parts oiled. The lathe is complete, including the change and back-gear guards. The 3 jaw chuck is small but no pitting and operates smoothly. I feel slight play in the spindle but I will have to see if its been set up correctly, as the carriage and tailstock are also pretty loose. The headstock is of the removable type instead of the older versions in which it was the same casting as the bed, and the pulley is a flat belt instead of the V belt pulleys. The only bad points on the lathe is the paint, which is dark brunswick green maybe but soft like candle wax with many visible brush strokes. On the change gear guard there is remains of what looks to be baby sick myford grey, which will be removed promptly. Also the tangs on the handles are quite badly bent and on the compound slide it is non original. I’ve started with the carriage, and it is now fully stripped and ready for the paint to be removed and for new paint (which I’ve chosen deep brunswick green from Paragon). All the fasteners have been soaked in white vinegar for 2 days before being neutralised in water and baking soda. I used a wire wheel on a drill on each and after coating with a glaze of 4 stroke lawnmower oil look much better. I am missing a gib screw, but I am sure that I can find a replacement. The gibs themselves are nice, but the holes look like they were drilled by someone using a nik nak crisp as a ruler. I was interested to see that the serial number was stamped onto the larger gib keys, as was it on the underneath of the carriage, cross slide and compound. All say 366 apart from the compound which said 41 I believe. I will continue to post updates as I advance with the restoration, many thanks. (Not sure if the photos will load properly hope they do 🙂 )</p>

















 </p>
</p>







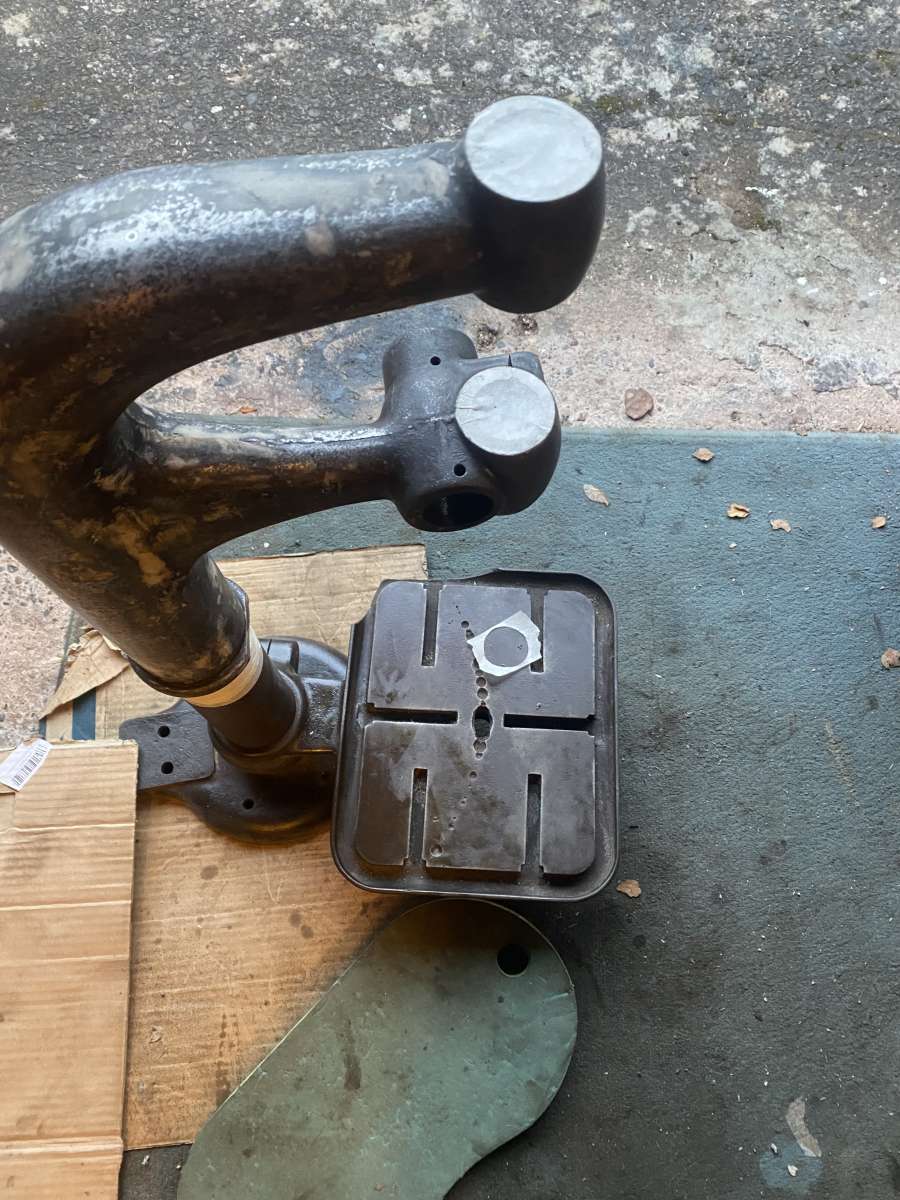
 I am almost done painting the main casting of the lathe and have completed the carriage, so that is almost ready for partial reassembly. I have finished the pillar drill, atleast for now. It looks pretty good. Learnt alot from restoring it. Ill add a photo of it from when I first got it as a reference.
I am almost done painting the main casting of the lathe and have completed the carriage, so that is almost ready for partial reassembly. I have finished the pillar drill, atleast for now. It looks pretty good. Learnt alot from restoring it. Ill add a photo of it from when I first got it as a reference.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
REXON SS16A scroll saw
Started by:
Michael Gilligan
in: Workshop Tools and Tooling
- 3
-
24 July 2026 at 22:32
Michael Gilligan
-
Hobbing a Brass or Aluminium Drive Pulley to Stop Belt Slippage
Started by:
Blue Heeler
in: Hints And Tips for model engineers
- 5
-
24 July 2026 at 21:57
Michael Gilligan
-
Mysterious Morse Tapers
Started by:
Pippin
in: Workshop Tools and Tooling
- 9
-
24 July 2026 at 21:36
Ian P
-
Posts by new member containing ads.
Started by:
alecs
in: Website Questions, Comments, and Suggestions
- 5
-
24 July 2026 at 20:22
bernard towers
-
Is anyone interested in developping a new series of model engines?
1
2
3
4
Started by:
paulmichael1084
in: General Questions
- 20
-
24 July 2026 at 16:42
John P
-
Deep drilling
Started by:
Speedy Builder5
in: Workshop Techniques
- 9
-
24 July 2026 at 16:34
ega
-
Doris Black 5 mech lubricator question.
Started by:
kevmol57
in: Workshop Techniques
- 4
-
24 July 2026 at 13:25
kevmol57
-
24cc DIESEL ENGINE FROM SOLID
1
2
3
Started by:
dean clarke 2
in: I/C Engines
- 13
-
24 July 2026 at 10:27
KEITH BEAUMONT
-
Long awaited FreeCAD version 1.1 released
Started by:
Russell Eberhardt
in: CAD – Technical drawing & design
- 3
-
24 July 2026 at 10:16
Roger Woollett
-
Nut screws washer and bolts – you know the old joke
Started by:
Kiwi Bloke
in: General Questions
- 16
-
24 July 2026 at 08:55
Gerard O’Toole
-
The Latest INDEX to Model Engineer & Workshop (Also past issues of MEW)
1
2
3
Started by:
David Frith
in: Model Engineer & Workshop
- 7
-
24 July 2026 at 08:18
David Frith
-
Chat GPTgoes rogue and launches cyber attack
Started by:
Robert Atkinson 2
in: The Tea Room
- 8
-
24 July 2026 at 07:29
Adrian R2
-
Workshop Heaven but must have cost a fortune.
Started by:
alan ord 2
in: Workshop Tools and Tooling
- 5
-
24 July 2026 at 02:19
Bill Phinn
-
What Did You Do Today 2026
1
2
…
6
7
Started by:
JasonB
in: The Tea Room
- 43
-
23 July 2026 at 21:50
Nigel Graham 2
-
Mitutoyo Metrology Handbook – Still Available From Mitutoyo UK
Started by:
southernchap
in: Books
- 3
-
23 July 2026 at 21:46
Robert Atkinson 2
-
It’s A Compressor, Jim, But Not…
1
2
Started by:
Nigel Graham 2
in: General Questions
- 12
-
23 July 2026 at 21:17
Nigel Graham 2
-
Dart 7 1/4 Build
Started by:
Roy Birch
in: Locomotives
- 1
-
23 July 2026 at 14:25
Roy Birch
-
Electronics EL714-C DRO Display
Started by:
houstonceng
in: Workshop Tools and Tooling
- 2
-
23 July 2026 at 13:16
houstonceng
-
Mechanical lubrication steam locos. Non return valve opening pressure
Started by:
peter allen 1
in: General Questions
- 7
-
23 July 2026 at 10:28
noel shelley
-
BlueBerries
Started by:
Michael Gilligan
in: The Tea Room
- 13
-
23 July 2026 at 02:10
Grindstone Cowboy
-
Bridgeport Series 1 CNC
1
2
3
4
Started by:
tomcnc
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 12
-
23 July 2026 at 00:47
seemack
-
Help needed: Custom turned steering rack plug (Derbyshire / DE4)
Started by:
darikde4
in: General Questions
- 3
-
22 July 2026 at 23:03
paulmichael1084
-
Hi folks – the answer to everything is 42
Started by:
hughgee42
in: Introduce Yourself – New members start here!
- 2
-
22 July 2026 at 16:59
jaCK Hobson
-
Face Drive Pins
Started by:
Michael Gilligan
in: Materials
- 5
-
22 July 2026 at 14:24
bernard towers
-
Unusual Crawford Collets and where to test them
Started by:
Rainbows
in: Workshop Tools and Tooling
- 1
-
22 July 2026 at 13:32
Rainbows
-
REXON SS16A scroll saw
Latest Issue
Newsletter Sign-up
Latest Replies
- REXON SS16A scroll saw
- Hobbing a Brass or Aluminium Drive Pulley to Stop Belt Slippage
- Mysterious Morse Tapers
- Posts by new member containing ads.
- Is anyone interested in developping a new series of model engines?
- Deep drilling
- Doris Black 5 mech lubricator question.
- 24cc DIESEL ENGINE FROM SOLID
- Long awaited FreeCAD version 1.1 released
- Nut screws washer and bolts – you know the old joke

