EW lathe tailstock taper
EW lathe tailstock taper
- This topic has 34 replies, 10 voices, and was last updated 8 October 2025 at 19:16 by
 Howard Lewis.
Howard Lewis.

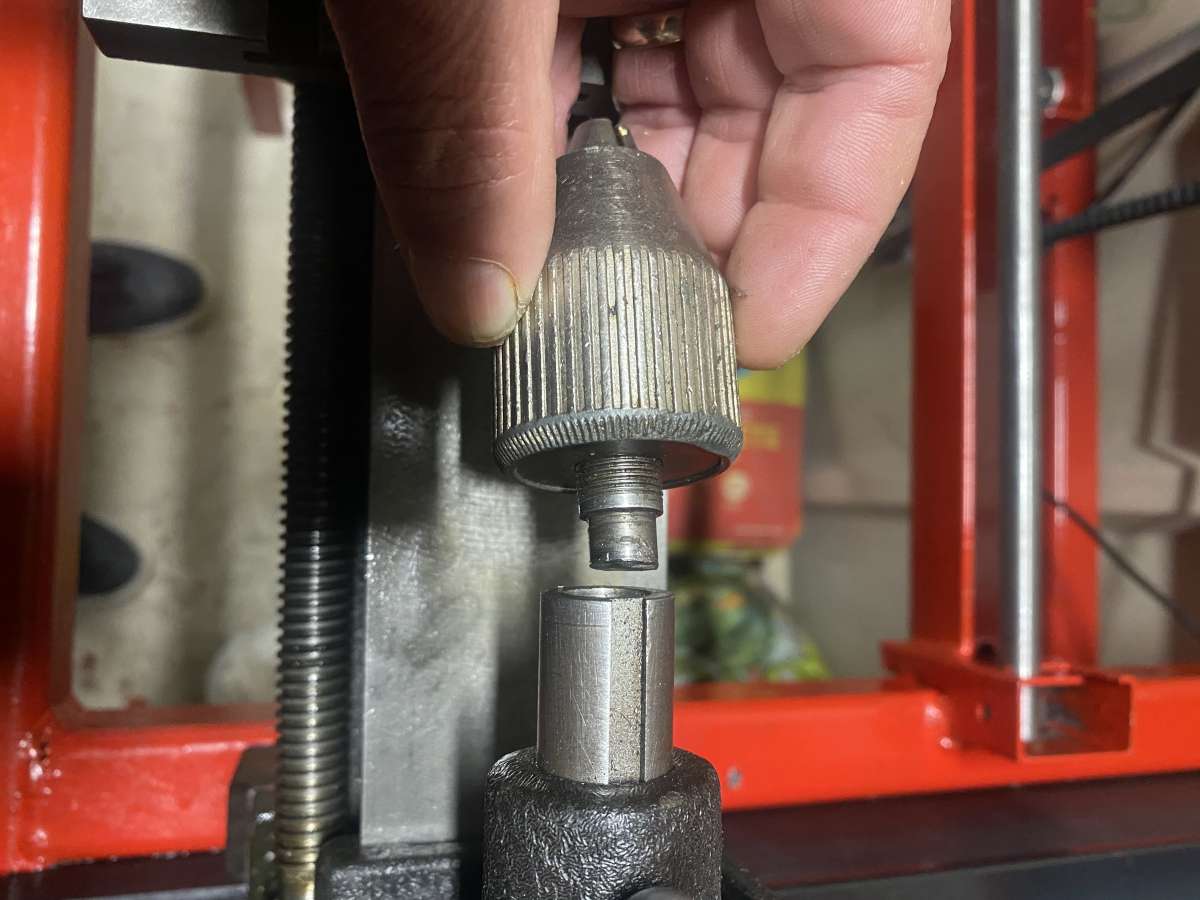
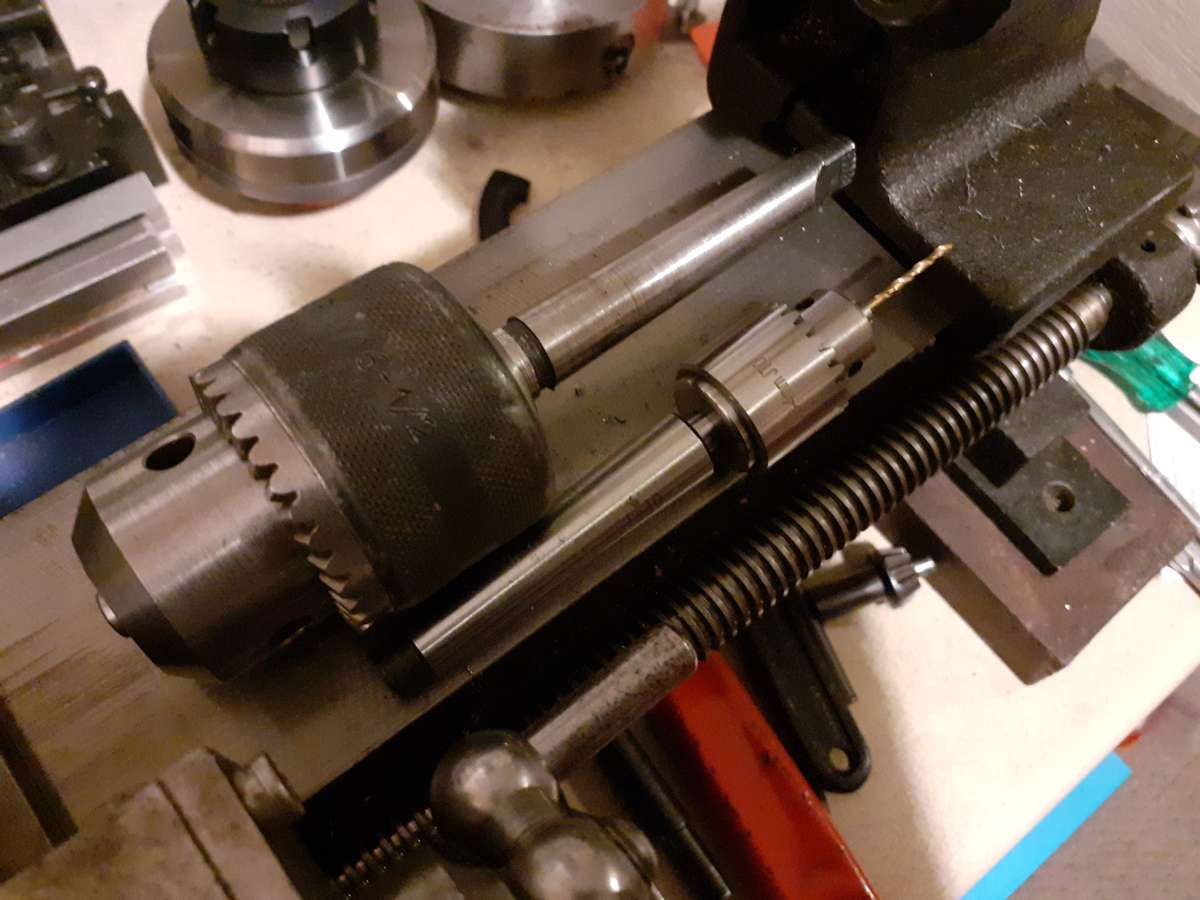
 The chuck was just holding on the first thread. The stepped down part is only 10mm. The taper depth is 41mm fully retracted so is to release the taper?
The chuck was just holding on the first thread. The stepped down part is only 10mm. The taper depth is 41mm fully retracted so is to release the taper?

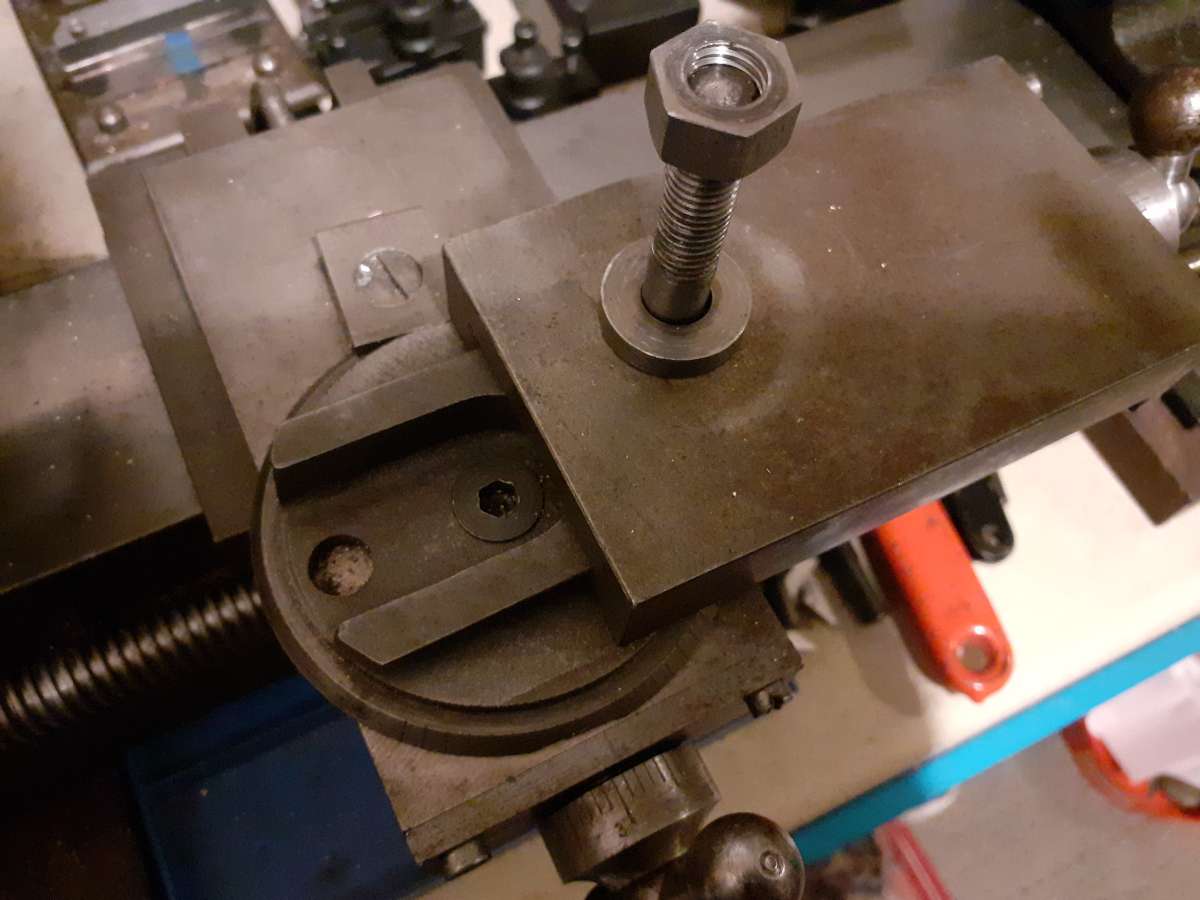
 If the EW is your only machine tool, then some small flycutters are very useful – I have about four or five different ones that can be held in a chuck. You can use them with a small angle plate or (preferably) a small vertical slide if you can mount it.
If the EW is your only machine tool, then some small flycutters are very useful – I have about four or five different ones that can be held in a chuck. You can use them with a small angle plate or (preferably) a small vertical slide if you can mount it.


 Hi, The lathe came with a single phase motor made by Hoover.
Hi, The lathe came with a single phase motor made by Hoover.- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Plug in Solar
1
2
3
4
Started by:
Vic
in: The Tea Room
- 28
-
27 July 2026 at 06:59
not done it yet
-
Boiler explosion on Guadeloupe.
Started by:
howardb
in: The Tea Room
- 2
-
27 July 2026 at 06:45
JasonB
-
Super Simplex Build
Started by:
Peter Hoerlein
in: Work In Progress and completed items
- 7
-
27 July 2026 at 06:29
Peter Hoerlein
-
Latest new addon for FreeCAD!!
Started by:
Russell Eberhardt
in: CAD – Technical drawing & design
- 2
-
27 July 2026 at 06:28
Speedy Builder5
-
Silver Soldering
Started by:
Jss
in: General Questions
- 9
-
27 July 2026 at 06:23
Speedy Builder5
-
Hobbing a Brass or Aluminium Drive Pulley to Stop Belt Slippage
Started by:
Blue Heeler
in: Hints And Tips for model engineers
- 7
-
27 July 2026 at 00:45
Blue Heeler
-
New motor for a Myford super 7
Started by:
Hollowpoint
in: Electronics in the Workshop
- 8
-
27 July 2026 at 00:43
howardb
-
All things Beaver Mill
1
2
…
9
10
Started by:
Robert James 3
in: Manual machine tools
- 43
-
26 July 2026 at 23:45
Lex Davis
-
It’s A Compressor, Jim, But Not…
1
2
Started by:
Nigel Graham 2
in: General Questions
- 13
-
26 July 2026 at 22:51
Nigel Graham 2
-
Long awaited FreeCAD version 1.1 released
Started by:
Russell Eberhardt
in: CAD – Technical drawing & design
- 3
-
26 July 2026 at 15:36
Russell Eberhardt
-
Garden water pump
Started by:
John MC
in: The Tea Room
- 12
-
26 July 2026 at 14:54
Neil A
-
Looking for detailed build logs to help decide next project
Started by:
GrahamS
in: Stationary engines
- 4
-
26 July 2026 at 10:57
GrahamS
-
Deep drilling
Started by:
Speedy Builder5
in: Workshop Techniques
- 12
-
26 July 2026 at 07:58
Dalboy
-
Is anyone interested in developping a new series of model engines?
1
2
3
4
Started by:
paulmichael1084
in: General Questions
- 20
-
26 July 2026 at 00:42
paulmichael1084
-
Buzz Ballz packaging “unrecyclable” in U.K.
Started by:
Michael Gilligan
in: The Tea Room
- 6
-
25 July 2026 at 23:16
Bazyle
-
My week this week! My workshop videos
1
2
…
12
13
Started by:
Phil Whitley
in: The Tea Room
- 16
-
25 July 2026 at 19:23
Phil Whitley
-
chester conquest pcb board connections
Started by:
In Wilson
in: Introduce Yourself – New members start here!
- 5
-
25 July 2026 at 18:49
Basil Henriques
-
Mysterious Morse Tapers
Started by:
Pippin
in: Workshop Tools and Tooling
- 10
-
25 July 2026 at 17:12
Pippin
-
REXON SS16A scroll saw
Started by:
Michael Gilligan
in: Workshop Tools and Tooling
- 3
-
24 July 2026 at 22:32
Michael Gilligan
-
Posts by new member containing ads.
Started by:
alecs
in: Website Questions, Comments, and Suggestions
- 5
-
24 July 2026 at 20:22
bernard towers
-
Doris Black 5 mech lubricator question.
Started by:
kevmol57
in: Workshop Techniques
- 4
-
24 July 2026 at 13:25
kevmol57
-
24cc DIESEL ENGINE FROM SOLID
1
2
3
Started by:
dean clarke 2
in: I/C Engines
- 13
-
24 July 2026 at 10:27
KEITH BEAUMONT
-
Nut screws washer and bolts – you know the old joke
Started by:
Kiwi Bloke
in: General Questions
- 16
-
24 July 2026 at 08:55
Gerard O’Toole
-
The Latest INDEX to Model Engineer & Workshop (Also past issues of MEW)
1
2
3
Started by:
David Frith
in: Model Engineer & Workshop
- 7
-
24 July 2026 at 08:18
David Frith
-
Chat GPTgoes rogue and launches cyber attack
Started by:
Robert Atkinson 2
in: The Tea Room
- 8
-
24 July 2026 at 07:29
Adrian R2
-
Plug in Solar
1
2
3
4
Latest Issue
Newsletter Sign-up
Latest Replies
- Plug in Solar
- Boiler explosion on Guadeloupe.
- Super Simplex Build
- Latest new addon for FreeCAD!!
- Silver Soldering
- Hobbing a Brass or Aluminium Drive Pulley to Stop Belt Slippage
- New motor for a Myford super 7
- All things Beaver Mill
- It’s A Compressor, Jim, But Not…
- Long awaited FreeCAD version 1.1 released

