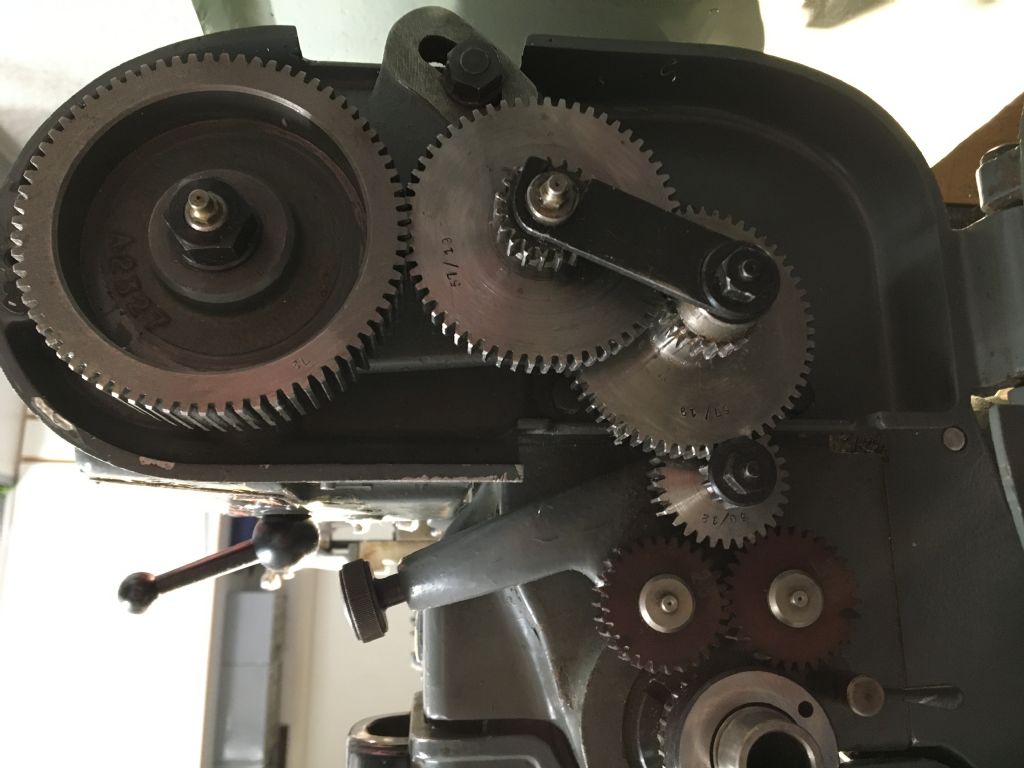
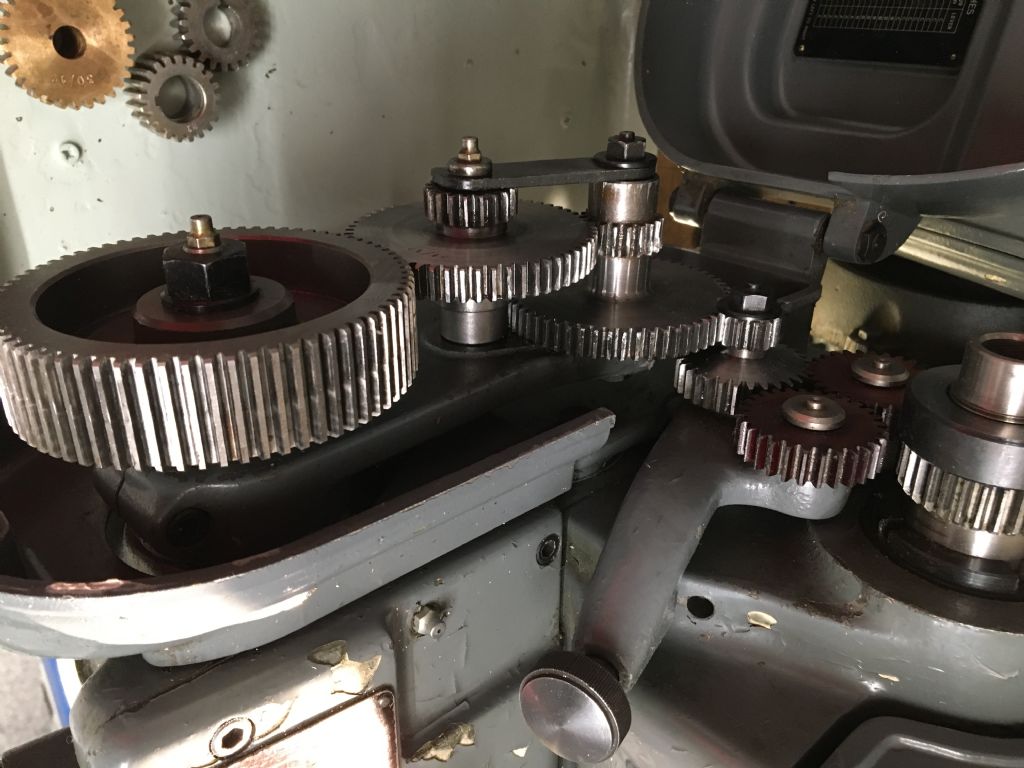
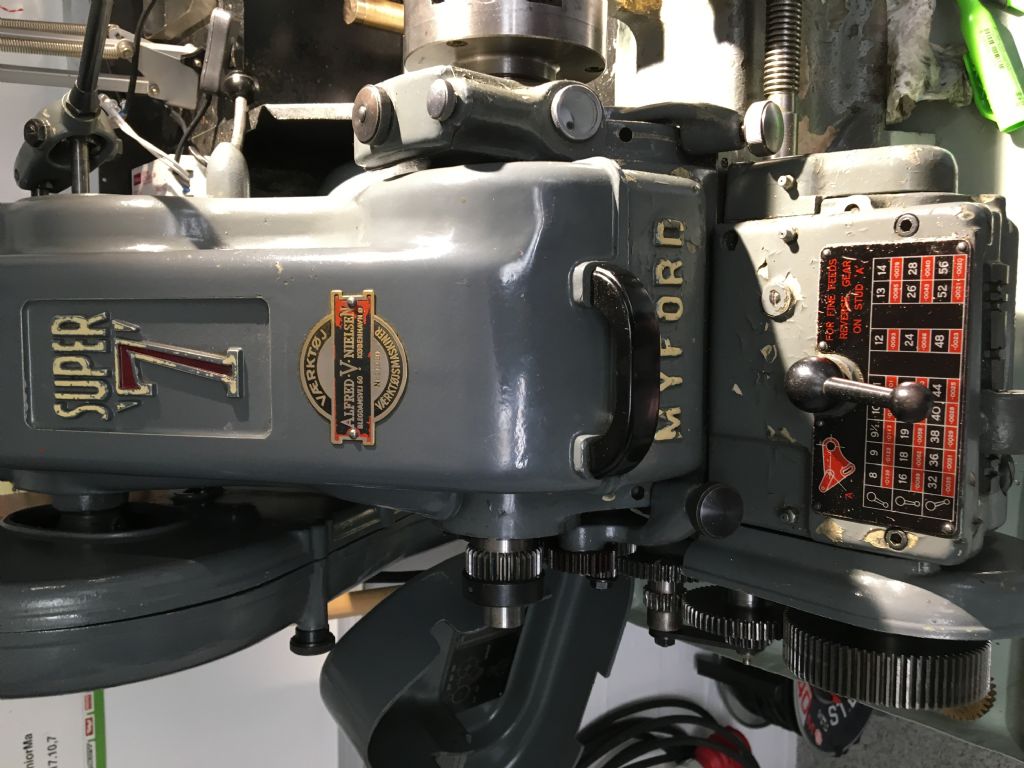
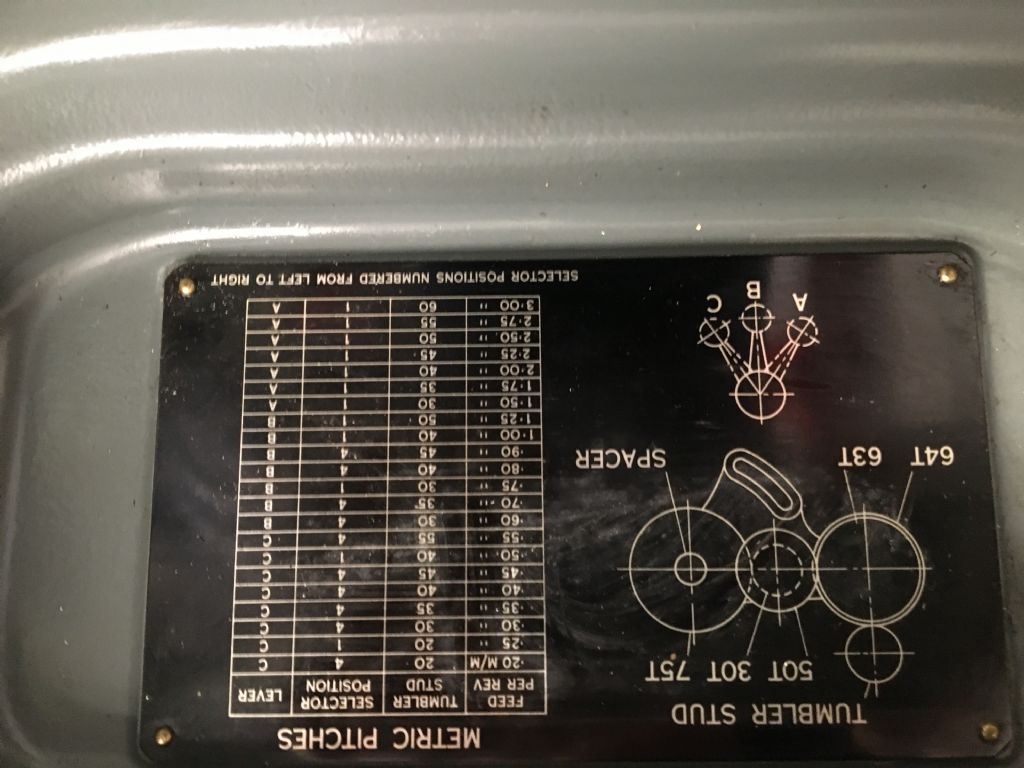
Myford Super 7 Metric thread cutting gears
Myford Super 7 Metric thread cutting gears
- This topic has 38 replies, 13 voices, and was last updated 12 December 2019 at 06:57 by
 JasonB.
JasonB.




 EXERTS EXCESSIVE PRESSURE ON THE LEADSCREW AND GEAR MECHANISMS. GREAT CARE SHOULD BE TAKEN SO AS TO MINIMISE THE LOADS IMPOSED."
EXERTS EXCESSIVE PRESSURE ON THE LEADSCREW AND GEAR MECHANISMS. GREAT CARE SHOULD BE TAKEN SO AS TO MINIMISE THE LOADS IMPOSED."- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Greatest Model Engineer
Started by:
Juddy
in: The Tea Room
- 15
-
20 August 2025 at 00:02
Nigel Graham 2
-
Use of Hydrostatic lubrication in steam locomotives
Started by:
Greensands
in: Locomotives
- 6
-
19 August 2025 at 23:42
duncan webster 1
-
End Mill Sharpening Jig
Started by:
Vic
in: Workshop Tools and Tooling
- 6
-
19 August 2025 at 23:02
Nigel Graham 2
-
Horwich Crab
Started by:
Michael Foster
in: Locomotives
- 2
-
19 August 2025 at 22:17
Dave Wootton
-
The stand alone weight for tower clock
Started by:
dk0
in: Clocks and Scientific Instruments
- 6
-
19 August 2025 at 22:12
dk0
-
Solar panel
Started by:
duncan webster 1
in: Electronics in the Workshop
- 4
-
19 August 2025 at 20:37
martin haysom
-
Kuroda Boring & Facing head
Started by:
Oily Rag
in: Workshop Tools and Tooling
- 7
-
19 August 2025 at 20:18
ryan.carter848
-
Cheap DRO
Started by:
Steve355
in: General Questions
- 11
-
19 August 2025 at 19:42
SillyOldDuffer
-
Opposed Piston Engines
1
2
Started by:
Richard Simpson
in: The Tea Room
- 13
-
19 August 2025 at 19:31
Andy Stopford
-
Any suggestions
Started by:
Vic
in: The Tea Room
- 6
-
19 August 2025 at 17:53
DMB
-
New Compressor
Started by:
Andy Brocklehurst
in: General Questions
- 16
-
19 August 2025 at 17:13
not done it yet
-
St Albans Big Show 27 & 28 Sept 25
Started by:
Bazyle
in: Exhibitions, Shows and Club Events
- 2
-
19 August 2025 at 14:20
Bo’sun
-
Making Unimat DB/SL Steadies
1
2
Started by:
Andy Carlson
in: Workshop Techniques
- 12
-
19 August 2025 at 13:44
duncan webster 1
-
Backplate
Started by:
Steve355
in: General Questions
- 10
-
19 August 2025 at 13:12
JasonB
-
Steam driven air pump for brakes
Started by:
Werner Schleidt
in: Locomotives
- 10
-
19 August 2025 at 13:07
Martin Johnson 1
-
Harold Hall – 1933 -2024
Started by:
Neil Wyatt
in: Website Announcements
- 13
-
18 August 2025 at 18:24
Vic
-
My week this week! My workshop videos
1
2
…
11
12
Started by:
Phil Whitley
in: The Tea Room
- 16
-
18 August 2025 at 17:20
vic newey
-
Who’s to be trusted ?
1
2
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 18
-
18 August 2025 at 16:01
HOWARDT
-
NU tool milling machine
Started by:
joseph tatler
in: Manual machine tools
- 7
-
18 August 2025 at 11:11
Martin Connelly
-
Model Engineer Magazine Collection
Started by:
mfengine1
in: Books
- 10
-
18 August 2025 at 09:33
bcaddle62
-
Building Bernard Tekippe’s Precision Regulator
1
2
…
5
6
Started by:
Chris Raynerd 2
in: Clocks and Scientific Instruments
- 14
-
18 August 2025 at 03:37
Michael Gilligan
-
Herbert B Drill Pulley and Lubrication
Started by:
Steve Hunt
in: Help and Assistance! (Offered or Wanted)
- 3
-
18 August 2025 at 00:24
Steve Hunt
-
3 phase supply (again)
1
2
3
Started by:
colin hamilton
in: General Questions
- 21
-
17 August 2025 at 19:33
mark costello 1
-
Vickers Inverted Engine
1
2
3
Started by:
JasonB
in: Stationary engines
- 11
-
17 August 2025 at 19:29
JasonB
-
Henry Buckeldee
Started by:
Michael Gilligan
in: The Tea Room
- 1
-
17 August 2025 at 16:03
Michael Gilligan
-
Greatest Model Engineer


