Vee micrometer
Vee micrometer
- This topic has 25 replies, 11 voices, and was last updated 10 February 2026 at 14:17 by
 Graeme Seed.
Graeme Seed.


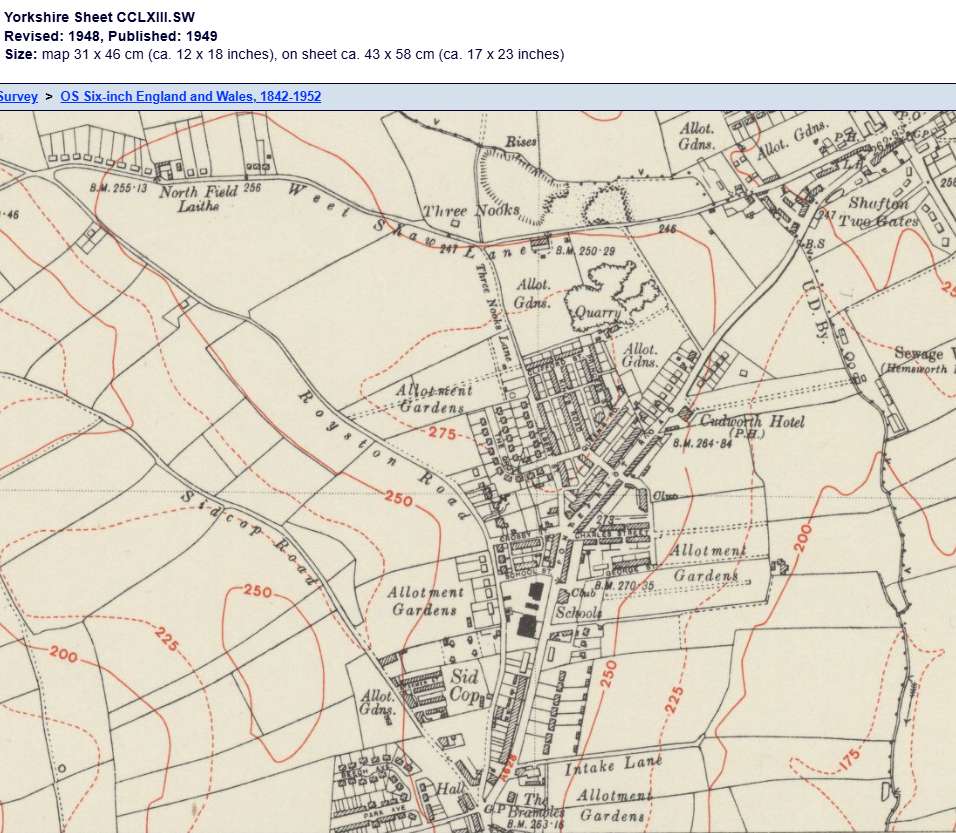
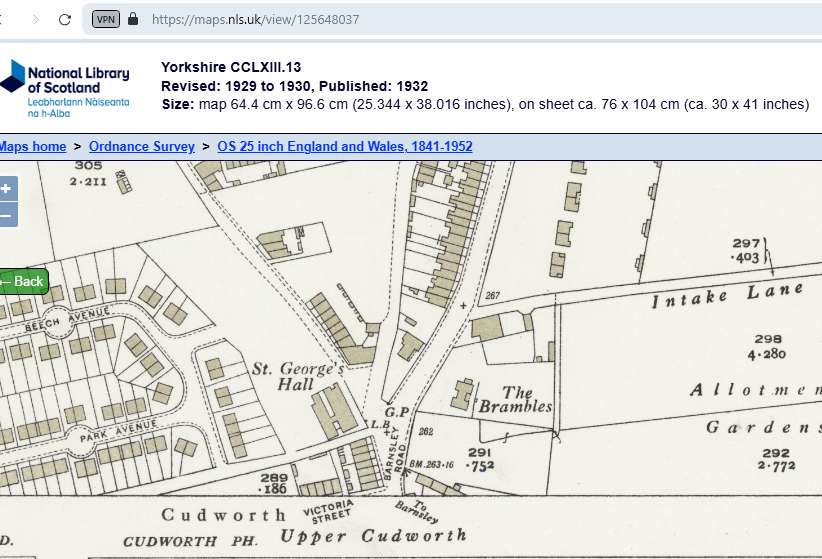
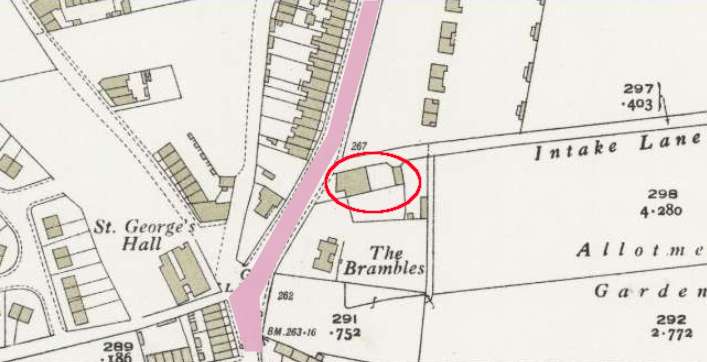
 Hello, many thanks for your reply posts. Michael, the patent you found contains all that I need, thanks. 1933 tool from Barnsley, 1/2 hour from me! The off 90 is shown in a photo and the Vee sides are one polished, the other has horizontal lines but is smooth, no burrs etc. It can’t measure 3 flutes, that needs to be a 60 Vee. I can set it to zero with ground stock but this tool is not for this purpose. It’s to set and adjust the tool tip of boring bars. If anyone cares to read the link Michael sent, it’s an eye opener.
Hello, many thanks for your reply posts. Michael, the patent you found contains all that I need, thanks. 1933 tool from Barnsley, 1/2 hour from me! The off 90 is shown in a photo and the Vee sides are one polished, the other has horizontal lines but is smooth, no burrs etc. It can’t measure 3 flutes, that needs to be a 60 Vee. I can set it to zero with ground stock but this tool is not for this purpose. It’s to set and adjust the tool tip of boring bars. If anyone cares to read the link Michael sent, it’s an eye opener.

- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Lathe cutting aggressive taper
Started by:
Lee Kennedy
in: Manual machine tools
- 2
-
13 June 2026 at 00:50
alecs
-
Bridgeport Series 1 CNC
1
2
Started by:
tomcnc
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 12
-
13 June 2026 at 00:13
seemack
-
Testing Single Point Thread Fitment
Started by:
berwick
in: Beginners questions
- 2
-
12 June 2026 at 23:57
Nigel Graham 2
-
Air Duster
Started by:
jaCK Hobson
in: Workshop Tools and Tooling
- 4
-
12 June 2026 at 23:11
duncan webster 1
-
Myford VMC Spindle Advice Please.
1
2
Started by:
Nigel Graham 2
in: Manual machine tools
- 10
-
12 June 2026 at 23:11
Nigel Graham 2
-
Lightning
1
2
Started by:
duncan webster 1
in: Electronics in the Workshop
- 13
-
12 June 2026 at 23:07
duncan webster 1
-
My adventures with a bench top CNC mill
1
2
3
Started by:
John Hinkley
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 8
-
12 June 2026 at 22:32
Mark Easingwood
-
All things Beaver Mill
1
2
…
9
10
Started by:
Robert James 3
in: Manual machine tools
- 43
-
12 June 2026 at 21:50
Mark Rand
-
Clockmaking starter project?
Started by:
Gman
in: Clocks and Scientific Instruments
- 10
-
12 June 2026 at 20:21
iacooper
-
Taylor Hobson Pantograph Engraver Model D
1
2
Started by:
jaCK Hobson
in: Workshop Tools and Tooling
- 8
-
12 June 2026 at 17:35
jaCK Hobson
-
3 1/2″ Gauge Discussion Group
1
2
3
Started by:
Neil Wyatt
in: General Questions
- 37
-
12 June 2026 at 17:16
Paul McDonough
-
Boxford CUD cabinet screw sizes and threads
Started by:
lucerne
in: Manual machine tools
- 7
-
12 June 2026 at 17:15
lucerne
-
How Good Are 3D Printers?
Started by:
Neil Wyatt
in: 3D Printers and 3D Printing
- 1
-
12 June 2026 at 17:02
Neil Wyatt
-
Replacement Allbrit Draftmaster Protractor Rulers
Started by:
wigan2026
in: Workshop Tools and Tooling
- 7
-
12 June 2026 at 16:20
Dusty
-
ML7 help please!
Started by:
myfordmikeml7
in: General Questions
- 7
-
12 June 2026 at 11:22
myfordmikeml7
-
Gauge Glass Fitting
Started by:
Thomas Clarke
in: General Questions
- 9
-
12 June 2026 at 09:22
noel shelley
-
What Did You Do Today 2026
1
2
…
4
5
Started by:
JasonB
in: The Tea Room
- 34
-
12 June 2026 at 09:18
bernard towers
-
Stirling single drawings question.
Started by:
RRMBK
in: Locomotives
- 1
-
11 June 2026 at 23:18
RRMBK
-
Axminster Granite Surface Plate – Delamination of surface coating
Started by:
Greensands
in: Workshop Tools and Tooling
- 8
-
11 June 2026 at 19:24
Andy Stopford
-
international exhibition 1862
Started by:
duncan webster 1
in: The Tea Room
- 8
-
11 June 2026 at 17:19
JA
-
Noggin End Metals?
Started by:
anonymouse
in: Materials
- 3
-
11 June 2026 at 16:41
anonymouse
-
Running 380V 3-phase motor on 230V 1-phase
Started by:
jimalm
in: Electronics in the Workshop
- 9
-
11 June 2026 at 16:08
Bob Worsley
-
An extraordinary lathe bargain?
Started by:
Robin Graham
in: The Tea Room
- 12
-
11 June 2026 at 12:44
Howard Lewis
-
Chester Machine Tools Hobby Open Week
Started by:
Neil Wyatt
in: Exhibitions, Shows and Club Events
- 1
-
11 June 2026 at 11:19
Neil Wyatt
-
Fusion CAD / CAM Problem
Started by:
Shaun Churchill
in: CAD – Technical drawing & design
- 4
-
10 June 2026 at 19:18
Alan Wood 4
-
Lathe cutting aggressive taper


