Lathe levelling
Lathe levelling
- This topic has 30 replies, 15 voices, and was last updated 23 March 2020 at 17:15 by
 old mart.
old mart.
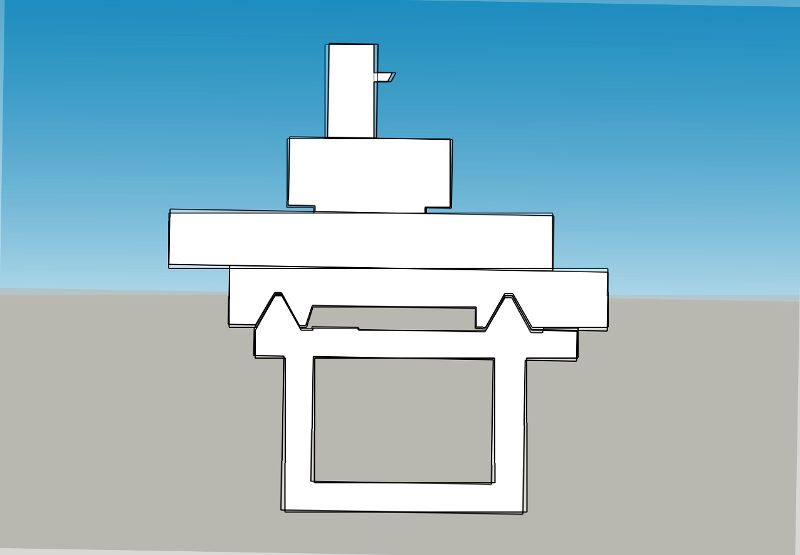

 then fine, but rather unlikely. If it doesn't, then the horizontal position of block 'B' can have a noticeable effect on the orientation of 'A', as can be seen in the difference between diagrams '2' and '3'. Can you be certain of precisely positioning block 'B' for each measurement? I think not. But by using a purpose-made block (ie. the saddle), the uncertainty is completely eliminated.Once the best position of the level on the saddle has been found, then you just leave it there and wind the saddle along the ways to take the readings.
then fine, but rather unlikely. If it doesn't, then the horizontal position of block 'B' can have a noticeable effect on the orientation of 'A', as can be seen in the difference between diagrams '2' and '3'. Can you be certain of precisely positioning block 'B' for each measurement? I think not. But by using a purpose-made block (ie. the saddle), the uncertainty is completely eliminated.Once the best position of the level on the saddle has been found, then you just leave it there and wind the saddle along the ways to take the readings.
- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Myford service engineer
Started by:
Nic Bertelsen
in: General Questions
- 10
-
14 June 2025 at 14:50
noel shelley
-
Making form relived cutters
Started by:
Dave S
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 5
-
14 June 2025 at 14:23
Huub
-
Micrometer ratchet springs
Started by:
Grindstone Cowboy
in: General Questions
- 7
-
14 June 2025 at 12:12
SillyOldDuffer
-
Tool post drill?
1
2
Started by:
Andrew Tinsley
in: Workshop Tools and Tooling
- 18
-
14 June 2025 at 10:31
bernard towers
-
Magnetic bases – stored on or off?
Started by:
Grindstone Cowboy
in: Beginners questions
- 15
-
14 June 2025 at 10:27
Nicholas Farr
-
Chester hobby store gift vouchers
Started by:
Beardy Mike
in: The Tea Room
- 4
-
14 June 2025 at 08:35
David George 1
-
What Did You Do Today 2025
1
2
…
5
6
Started by:
JasonB
in: The Tea Room
- 30
-
14 June 2025 at 06:50
JasonB
-
A modern mystery (Yanmar injectors)
Started by:
Fulmen
in: The Tea Room
- 7
-
14 June 2025 at 04:02
Howard Lewis
-
40+ Year Reuinion!
Started by:
Martin King 2
in: The Tea Room
- 2
-
13 June 2025 at 20:02
Michael Gilligan
-
Stuart No.1 on a Myford Super-7??
Started by:
flatline
in: Beginners questions
- 5
-
13 June 2025 at 16:59
flatline
-
Need help choosing a lathe chuck
1
2
Started by:
th1980
in: Workshop Tools and Tooling
- 21
-
13 June 2025 at 16:37
teamricky
-
Boxford Cud or ML7
1
2
Started by:
Trevor Howley
in: General Questions
- 23
-
13 June 2025 at 16:35
Robert Atkinson 2
-
VFD Article in May issue 351
1
2
Started by:
Robert Atkinson 2
in: Model Engineer & Workshop
- 13
-
13 June 2025 at 16:20
Robert Atkinson 2
-
Sieg C1 lathe autofeed and screw cutting
1
2
Started by:
Rob Athome
in: Beginners questions
- 13
-
13 June 2025 at 16:06
th1980
-
Hints and tips
Started by:
larry phelan 1
in: Hints And Tips for model engineers
- 5
-
13 June 2025 at 16:01
Martin Kyte
-
30w low voltage PWM controller
1
2
3
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 8
-
13 June 2025 at 13:33
IanT
-
Drilling Holes In Aluminium Tube
Started by:
Peter Goodchild
in: General Questions
- 9
-
13 June 2025 at 09:13
Peter Goodchild
-
Drilling 316 Stainless Steel
Started by:
ianj
in: General Questions
- 7
-
13 June 2025 at 07:31
ianj
-
Mystery Object Quiz
Started by:
Robert Atkinson 2
in: The Tea Room
- 11
-
12 June 2025 at 21:00
Robert Atkinson 2
-
Chester Champion mill 3 phase questions
Started by:
martian
in: Electronics in the Workshop
- 9
-
12 June 2025 at 20:14
martian
-
Dead flies on the front of the car
Started by:
Plasma
in: The Tea Room
- 15
-
12 June 2025 at 19:33
JasonB
-
Hydraulic hand pump – air release? What are these screws?
Started by:
ell81
in: Beginners questions
- 7
-
12 June 2025 at 17:47
Diogenes
-
Searching for leak proof quarter turn water shut off valves
Started by:
Greensands
in: Hints And Tips for model engineers
- 5
-
12 June 2025 at 14:45
duncan webster 1
-
DIY steel hardening
Started by:
Bevel
in: Materials
- 12
-
12 June 2025 at 12:17
JasonB
-
New Warco D330 – Some Advice Please
Started by:
Mark Slatter
in: Manual machine tools
- 14
-
12 June 2025 at 08:21
Mark Slatter
-
Myford service engineer


