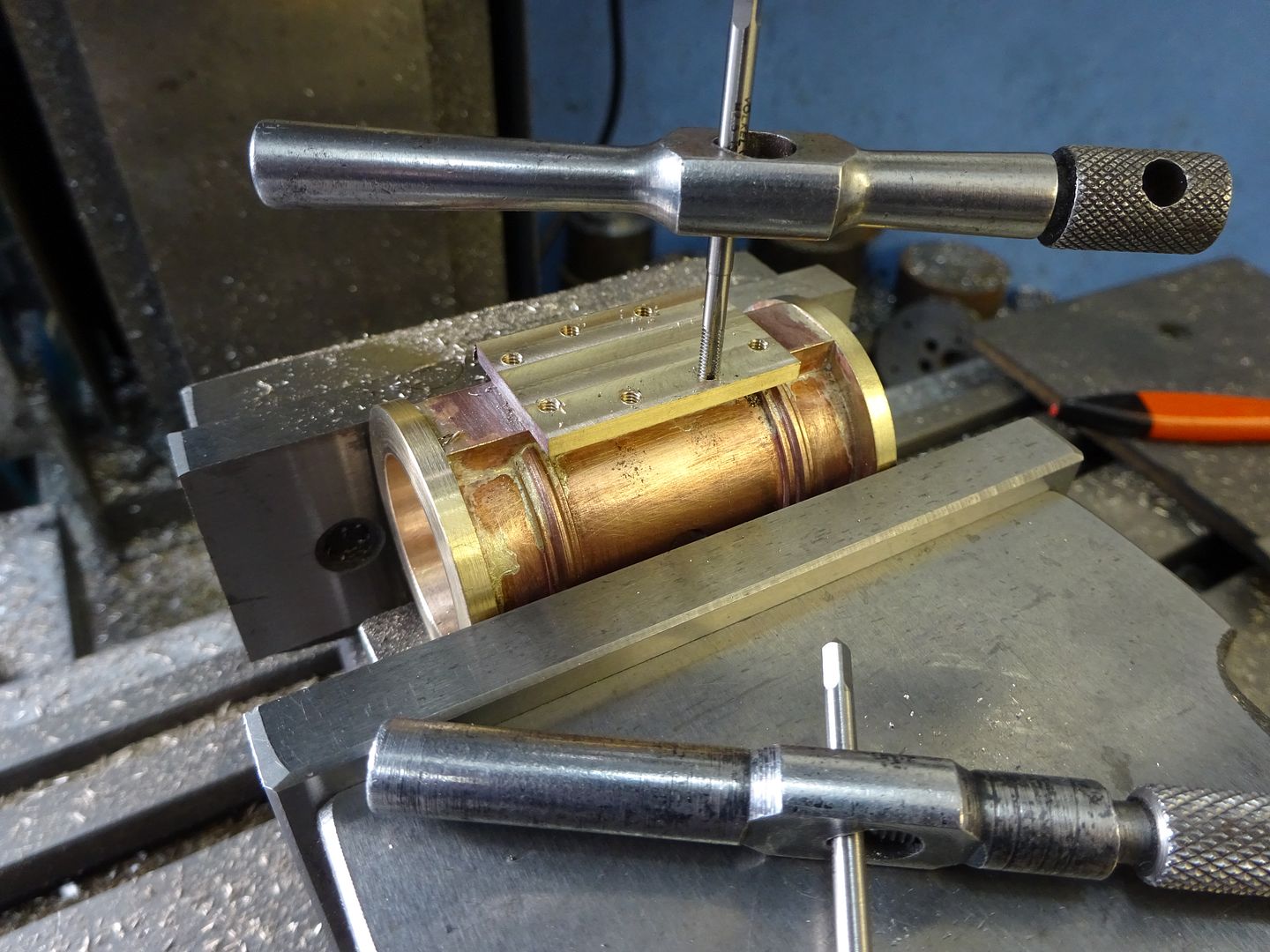
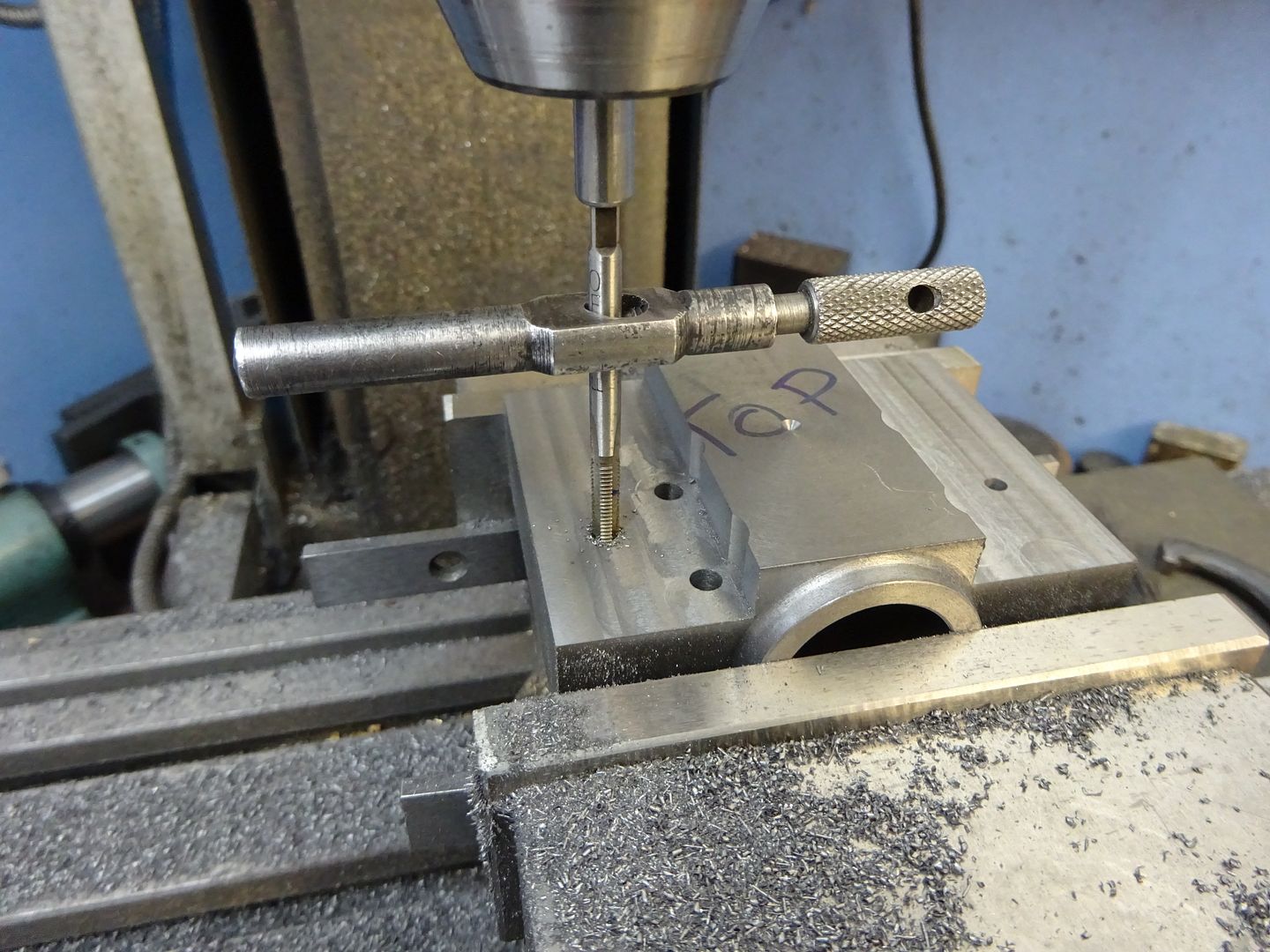
TAPS, spiral or std
TAPS, spiral or std
- This topic has 52 replies, 27 voices, and was last updated 8 May 2017 at 21:02 by
 MW.
MW.






- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Sieg C1 lathe autofeed and screw cutting
1
2
Started by:
Rob Athome
in: Beginners questions
- 15
-
22 June 2025 at 13:49
Bazyle
-
Octopus … Is there method in this madness ?
Started by:
Michael Gilligan
in: The Tea Room
- 14
-
22 June 2025 at 13:33
Mike Hurley
-
Complex Automata – Trying to Find Information
Started by:
James Alford
in: Miscellaneous models
- 2
-
22 June 2025 at 11:18
Colin Bishop
-
Setting the top slide to turn a Morse taper
Started by:
John Purdy
in: Workshop Tools and Tooling
- 15
-
22 June 2025 at 10:42
Ian Owen NZ
-
Bench vice
1
2
Started by:
Chris12
in: Workshop Tools and Tooling
- 22
-
22 June 2025 at 10:32
Macolm
-
First cuts with the lathe
1
2
Started by:
Chris12
in: Beginners questions
- 20
-
22 June 2025 at 08:47
Nicholas Farr
-
The Perpetual Demise of the Model engineer
Started by:
Luker
in: Model engineering club news
- 11
-
22 June 2025 at 08:36
Howard Lewis
-
Miniature Boring bits
Started by:
Vic
in: Workshop Tools and Tooling
- 11
-
22 June 2025 at 08:17
Diogenes
-
Old Tower PCs any useful bits?
Started by:
Andrew Tinsley
in: General Questions
- 4
-
22 June 2025 at 06:13
Speedy Builder5
-
Workshop Practice Series – Books
Started by:
flatline
in: Beginners questions
- 3
-
21 June 2025 at 22:18
Andrew Tinsley
-
Motorised Adept No. 2 Shaper
Started by:
William Ayerst
in: Workshop Tools and Tooling
- 8
-
21 June 2025 at 20:06
Howard Lewis
-
Digital Leadscrew Lathes
Started by:
Chris Taylor 3
in: General Questions
- 6
-
21 June 2025 at 18:25
Dell
-
Help needed to price a Myford lathe going for sale
Started by:
Mick Durkin
in: Help and Assistance! (Offered or Wanted)
- 11
-
21 June 2025 at 16:17
Chris Crew
-
Need help choosing a lathe chuck
1
2
Started by:
th1980
in: Workshop Tools and Tooling
- 21
-
21 June 2025 at 15:33
th1980
-
ER25 Collet holder @ 2MT w/ 3/8″ BSW drawbar?
Started by:
William Ayerst
in: Workshop Tools and Tooling
- 14
-
21 June 2025 at 15:14
Charles Lamont
-
Harold Halls Workshop Projects book?
Started by:
Bo’sun
in: Workshop Techniques
- 8
-
21 June 2025 at 12:28
Howard Lewis
-
De winton quarry loco 71/4 new member.
Started by:
jimclassics40
in: Introduce Yourself – New members start here!
- 3
-
21 June 2025 at 10:19
noel shelley
-
TurboCAD Snaps and Dimensioning?
Started by:
Nigel Graham 2
in: CAD – Technical drawing & design
- 2
-
21 June 2025 at 08:50
Nick Wheeler
-
The Latest INDEX to Model Engineer & Workshop (Also past issues of MEW)
1
2
Started by:
David Frith
in: Model Engineer & Workshop
- 7
-
20 June 2025 at 22:24
David Frith
-
Help Please: IT Not Engineering
Started by:
Nigel Graham 2
in: The Tea Room
- 7
-
20 June 2025 at 21:29
Nigel Graham 2
-
What Did You Do Today 2025
1
2
…
6
7
Started by:
JasonB
in: The Tea Room
- 32
-
20 June 2025 at 21:10
Nigel Graham 2
-
How to sharpen expanding reamer blades & how to adjust them?
Started by:
Grindstone Cowboy
in: Beginners questions
- 5
-
20 June 2025 at 18:49
Grindstone Cowboy
-
Milling in the lathe – Vertical slide
1
2
Started by:
Chris12
in: Beginners questions
- 12
-
20 June 2025 at 18:44
Roger B
-
Rod Sproson – Contact Details
Started by:
Neil Wyatt
in: Help and Assistance! (Offered or Wanted)
- 1
-
20 June 2025 at 14:38
Neil Wyatt
-
A new benchmark for cheap tat ?
Started by:
Michael Gilligan
in: The Tea Room
- 4
-
20 June 2025 at 12:50
Howard Lewis
-
Sieg C1 lathe autofeed and screw cutting
1
2
Latest Issue

Newsletter Sign-up
Latest Replies
- Sieg C1 lathe autofeed and screw cutting
- Octopus … Is there method in this madness ?
- Complex Automata – Trying to Find Information
- Setting the top slide to turn a Morse taper
- Bench vice
- First cuts with the lathe
- The Perpetual Demise of the Model engineer
- Miniature Boring bits
- Old Tower PCs any useful bits?
- Workshop Practice Series – Books

