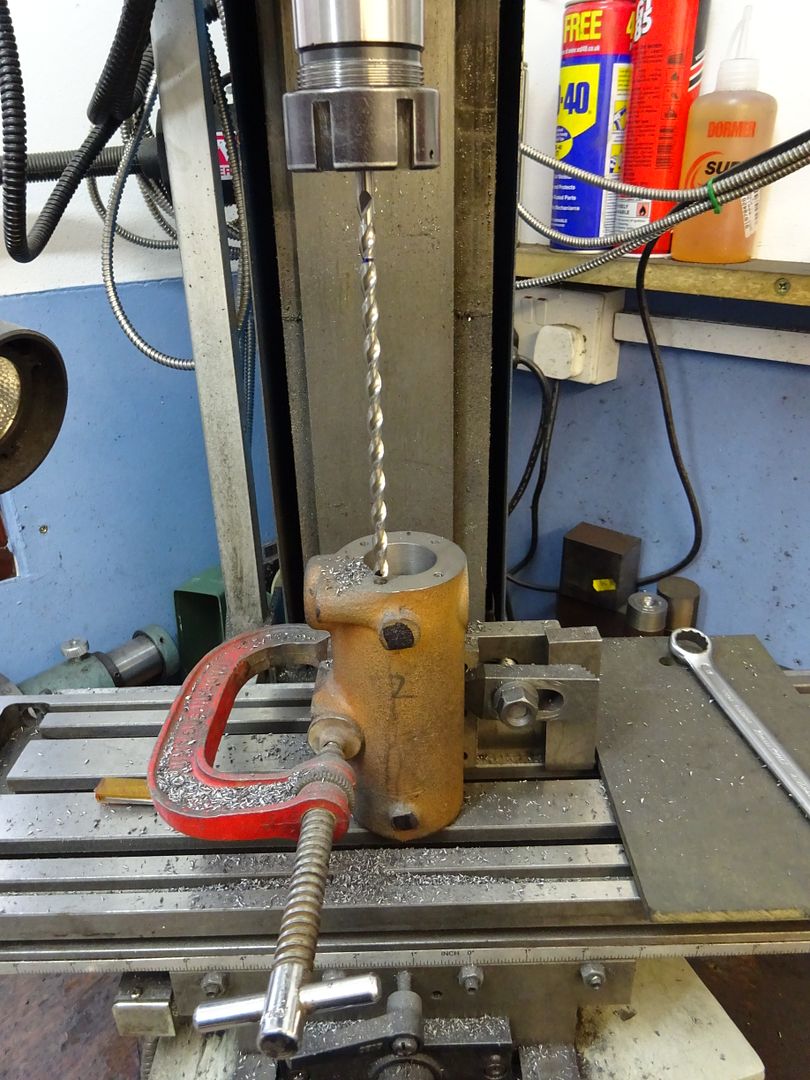
drilling a 20mmx 300mm Hole in cast iron
drilling a 20mmx 300mm Hole in cast iron
- This topic has 49 replies, 20 voices, and was last updated 12 May 2018 at 10:00 by
 David George 1.
David George 1.

- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Suggestions for next clock build?
Started by:
Mike Crossfield
in: Clocks and Scientific Instruments
- 6
-
8 August 2025 at 23:13
bricky
-
rotational motion into linear motion – force calculation?
Started by:
ell81
in: Beginners questions
- 6
-
8 August 2025 at 22:59
gerry madden
-
Which Carbide Lathe Tools?
Started by:
MarkS
in: Beginners questions
- 9
-
8 August 2025 at 22:45
Howard Lewis
-
The strange phenomenon of Liquid Death
Started by:
Michael Gilligan
in: The Tea Room
- 9
-
8 August 2025 at 21:46
Michael Gilligan
-
Just How Many File Types Do We Need?
Started by:
Nigel Graham 2
in: The Tea Room
- 11
-
8 August 2025 at 21:12
Journeyman
-
quality 3 and 4 jaw chucks
Started by:
Steve Huckins
in: Workshop Tools and Tooling
- 8
-
8 August 2025 at 19:15
old mart
-
Obscure Thread
Started by:
simondavies3
in: Hints And Tips for model engineers
- 9
-
8 August 2025 at 19:03
old mart
-
Boiler Design – issue 4765
1
2
…
10
11
Started by:
Charles Lamont
in: Model Engineer & Workshop
- 29
-
8 August 2025 at 18:39
noel shelley
-
Miniature parts maker in Leicester?
Started by:
wilson logan 1
in: Help and Assistance! (Offered or Wanted)
- 4
-
8 August 2025 at 15:31
JasonB
-
Whats app
Started by:
duncan webster 1
in: The Tea Room
- 4
-
8 August 2025 at 15:28
Russell Eberhardt
-
Boiler hydraulic test 4 hours
1
2
Started by:
endckr111
in: Stationary engines
- 13
-
7 August 2025 at 22:48
endckr111
-
MD65 leadscrew cross-slide stuck in nut
Started by:
leov
in: Manual machine tools
- 9
-
7 August 2025 at 20:54
old mart
-
Fobco or a Clarke CMD 1225 milling capabilities? or other recommendations?
Started by:
jacobsmess
in: Workshop Tools and Tooling
- 4
-
7 August 2025 at 20:46
jacobsmess
-
Arc Euro Trade Ltd.
1
2
3
Started by:
Ketan Swali
in: General Questions
- 55
-
7 August 2025 at 20:07
andy198712
-
Model Turbines
1
2
…
24
25
Started by:
Turbine Guy
in: Stationary engines
- 28
-
7 August 2025 at 16:44
Turbine Guy
-
Pragotron Slave Clock
Started by:
renardiere7
in: Clocks and Scientific Instruments
- 7
-
7 August 2025 at 16:28
renardiere7
-
Pratt Bernard Grip true issues
Started by:
teamricky
in: Workshop Tools and Tooling
- 7
-
7 August 2025 at 16:04
teamricky
-
Will iron rivets expand to fill oversized hole?
Started by:
Arthur Jones 2
in: Locomotives
- 6
-
7 August 2025 at 14:41
parovoz
-
UK Steel Supplier? 125 x 125 x 50 BMS
1
2
Started by:
MarkS
in: General Questions
- 14
-
7 August 2025 at 14:03
Journeyman
-
DELL / StarTech [mechanical incompatibilty]
Started by:
Michael Gilligan
in: Electronics in the Workshop
- 3
-
7 August 2025 at 13:11
Michael Gilligan
-
Rotary table Chuck mounting.
Started by:
John Gray 7
in: General Questions
- 8
-
7 August 2025 at 12:31
JasonB
-
Baumann Buco 1311 clock
Started by:
Clock polisher
in: General Questions
- 1
-
7 August 2025 at 11:10
Clock polisher
-
New member (a young’un)
Started by:
tomread12
in: Introduce Yourself – New members start here!
- 7
-
7 August 2025 at 10:39
parovoz
-
Pre-Setting 4-Jaw Chucks Hack for Quick Centering
Started by:
dbwjbp
in: Workshop Techniques
- 11
-
7 August 2025 at 10:06
noel shelley
-
Bandsaw vs Powered Hacksaw vs Chop Saw?
Started by:
MarkS
in: General Questions
- 18
-
6 August 2025 at 21:53
grubscrew
-
Suggestions for next clock build?
Latest Issue

Newsletter Sign-up
Latest Replies
- Suggestions for next clock build?
- rotational motion into linear motion – force calculation?
- Which Carbide Lathe Tools?
- The strange phenomenon of Liquid Death
- Just How Many File Types Do We Need?
- quality 3 and 4 jaw chucks
- Obscure Thread
- Boiler Design – issue 4765
- Miniature parts maker in Leicester?
- Whats app

