drilling a bearing ball
drilling a bearing ball
- This topic has 25 replies, 15 voices, and was last updated 14 July 2021 at 12:34 by
 Michael Gilligan.
Michael Gilligan.

 and glue in on to the turned body. The hardness and smoothness of the ball will be advantageous also.
and glue in on to the turned body. The hardness and smoothness of the ball will be advantageous also.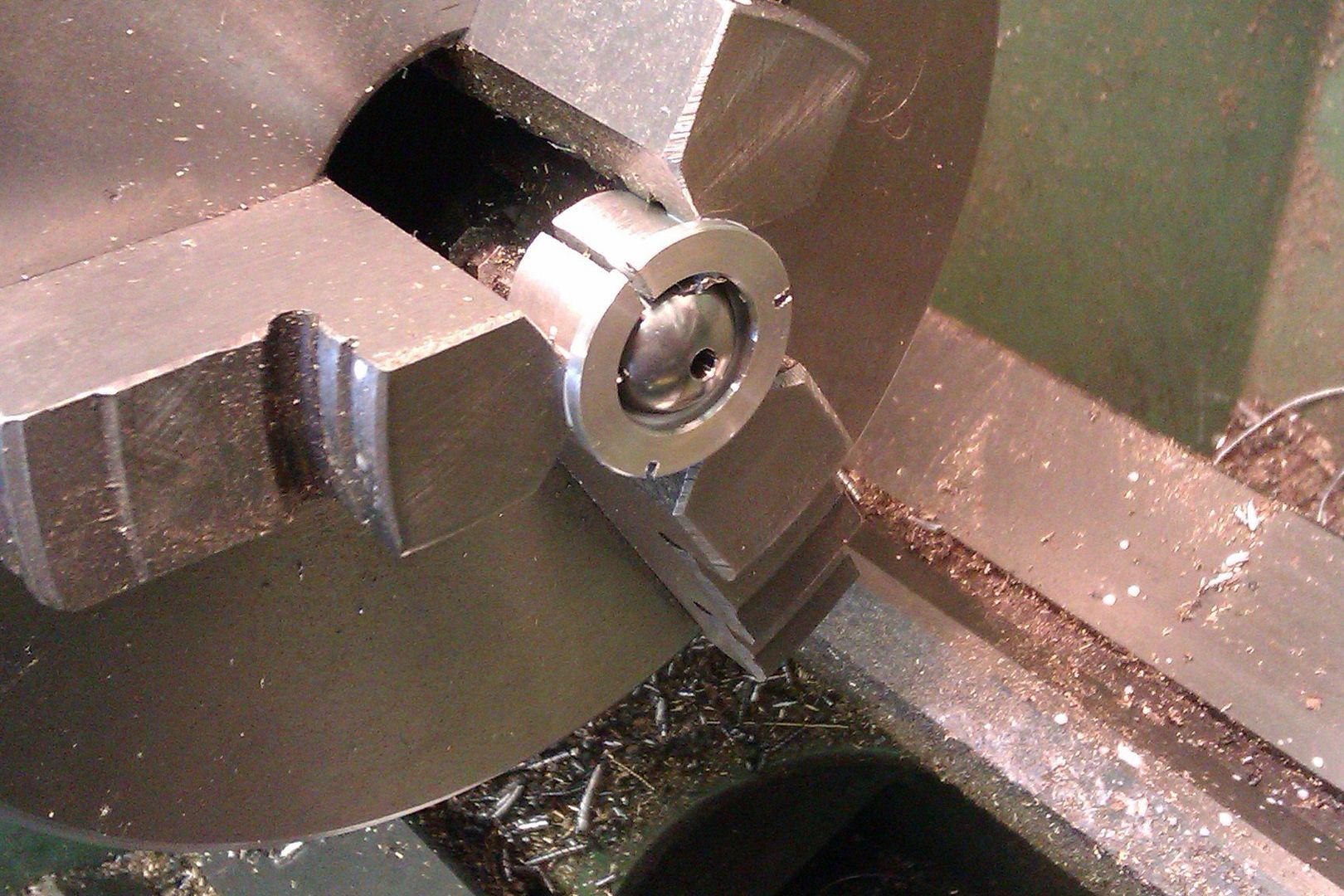









- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Pipe Size Puzzle.
Started by:
Nigel Graham 2
in: Locomotives
- 6
-
18 July 2026 at 14:52
Zan
-
Nut screws washer and bolts – you know the old joke
Started by:
Kiwi Bloke
in: General Questions
- 13
-
18 July 2026 at 14:47
duncan webster 1
-
Use of insert type lathe tools
1
2
Started by:
JA
in: Workshop Tools and Tooling
- 16
-
18 July 2026 at 14:33
ega
-
Help ID’ing Round Carbide Insert and Finding a Supplier
1
2
Started by:
Jon Gibbs
in: Workshop Tools and Tooling
- 9
-
18 July 2026 at 14:18
ega
-
Fixturing conundrum with Hemingway die filer kit
Started by:
timdotd
in: Workshop Techniques
- 6
-
18 July 2026 at 12:55
Roderick Jenkins
-
Myford VMC Spindle Advice Please.
1
2
3
Started by:
Nigel Graham 2
in: Manual machine tools
- 12
-
18 July 2026 at 11:59
Graham Meek
-
Small 3D Metal Printed Part
Started by:
Julie Ann
in: 3D Printers and 3D Printing
- 1
-
18 July 2026 at 11:43
Julie Ann
-
Help please! Workshop clearance
1
2
Started by:
ksw
in: General Questions
- 12
-
18 July 2026 at 10:34
bernard towers
-
Plug in Solar
1
2
3
4
Started by:
Vic
in: The Tea Room
- 25
-
18 July 2026 at 10:21
Robert Atkinson 2
-
QCTP
1
2
Started by:
James A
in: Workshop Tools and Tooling
- 20
-
18 July 2026 at 09:12
James A
-
Interactive article on Beam Engines
Started by:
glinscott
in: Stationary engines
- 2
-
18 July 2026 at 07:44
Michael Gilligan
-
Links for Workshop and Model Engineering STLs and other files.
Started by:
Neil Wyatt
in: 3D Printers and 3D Printing
- 9
-
18 July 2026 at 00:17
John Purdy
-
New project for 2025
1
2
Started by:
SteveP
in: I/C Engines
- 8
-
17 July 2026 at 21:58
SteveP
-
Very Low Q
Started by:
duncan webster 1
in: Clocks and Scientific Instruments
- 2
-
17 July 2026 at 18:39
John Haine
-
How Good Are 3D Printers?
1
2
Started by:
Neil Wyatt
in: 3D Printers and 3D Printing
- 19
-
17 July 2026 at 17:17
Roderick Jenkins
-
My adventures with a bench top CNC mill
1
2
3
Started by:
John Hinkley
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 8
-
17 July 2026 at 16:13
JasonB
-
Maisie
Started by:
ian Holdsworth
in: Beginners questions
- 10
-
17 July 2026 at 12:48
KenL
-
My Intro
Started by:
Martin Freestone
in: Introduce Yourself – New members start here!
- 6
-
17 July 2026 at 11:42
Howard Lewis
-
Smart & Brown model A spindle lock
Started by:
old mart
in: Workshop Tools and Tooling
- 2
-
16 July 2026 at 19:44
old mart
-
Bonding brass hubs to steel
Started by:
mikemunson
in: Beginners questions
- 6
-
16 July 2026 at 17:09
Diogenes
-
Comm Ads
Started by:
bernard towers
in: Website Questions, Comments, and Suggestions
- 4
-
16 July 2026 at 12:14
JasonB
-
Bridgeport Series 1 CNC
1
2
3
Started by:
tomcnc
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 12
-
16 July 2026 at 07:21
seemack
-
Bending copper tube?
Started by:
Bo’sun
in: Workshop Techniques
- 18
-
15 July 2026 at 23:29
Nigel Graham 2
-
What Did You Do Today 2026
1
2
…
5
6
Started by:
JasonB
in: The Tea Room
- 42
-
15 July 2026 at 23:05
Michael Gilligan
-
Solar Panels
1
2
Started by:
Vic
in: The Tea Room
- 17
-
15 July 2026 at 18:11
An Other
-
Pipe Size Puzzle.
Latest Issue

Newsletter Sign-up
Latest Replies
- Pipe Size Puzzle.
- Nut screws washer and bolts – you know the old joke
- Use of insert type lathe tools
- Help ID’ing Round Carbide Insert and Finding a Supplier
- Fixturing conundrum with Hemingway die filer kit
- Myford VMC Spindle Advice Please.
- Small 3D Metal Printed Part
- Help please! Workshop clearance
- Plug in Solar
- QCTP

