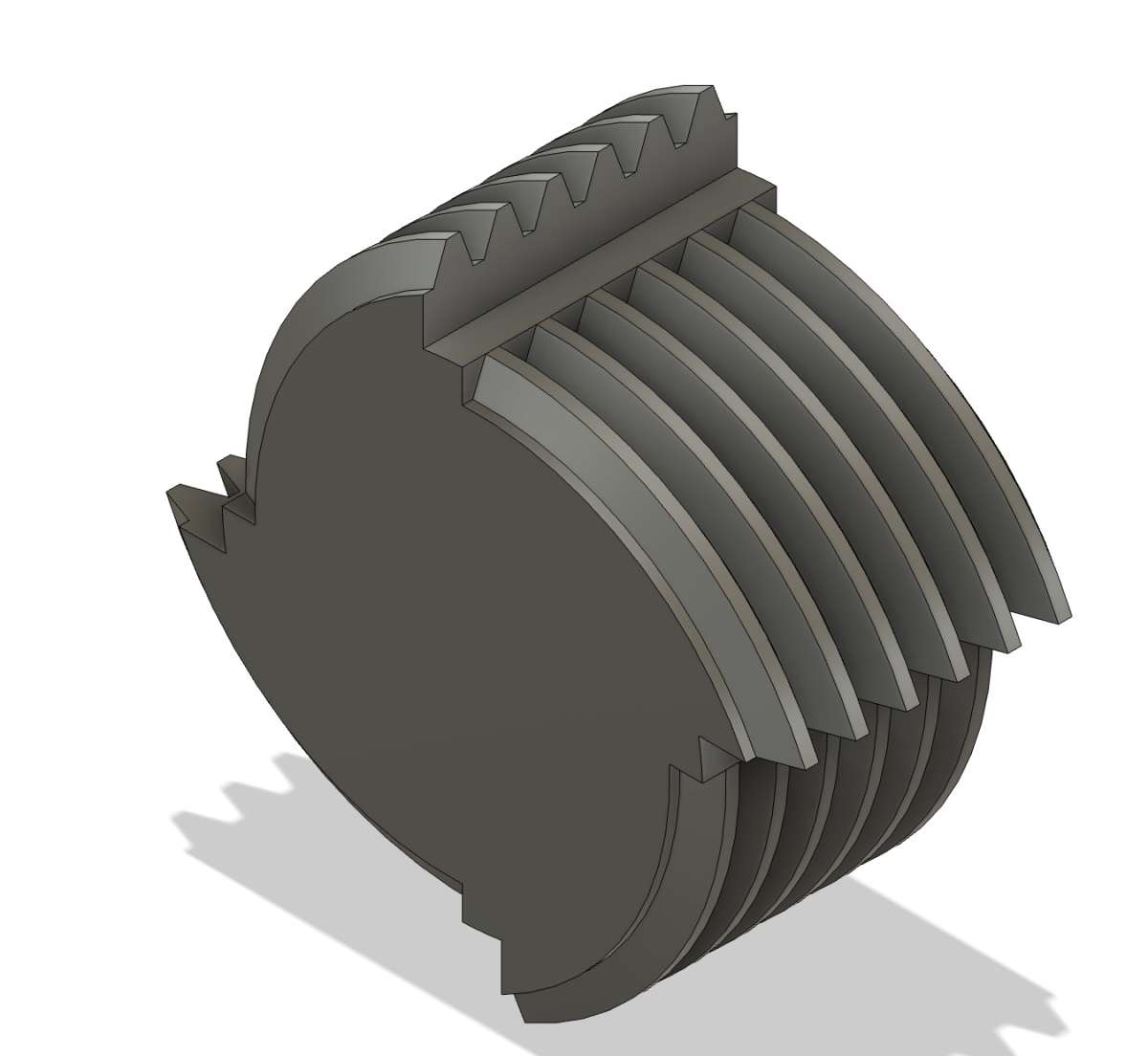
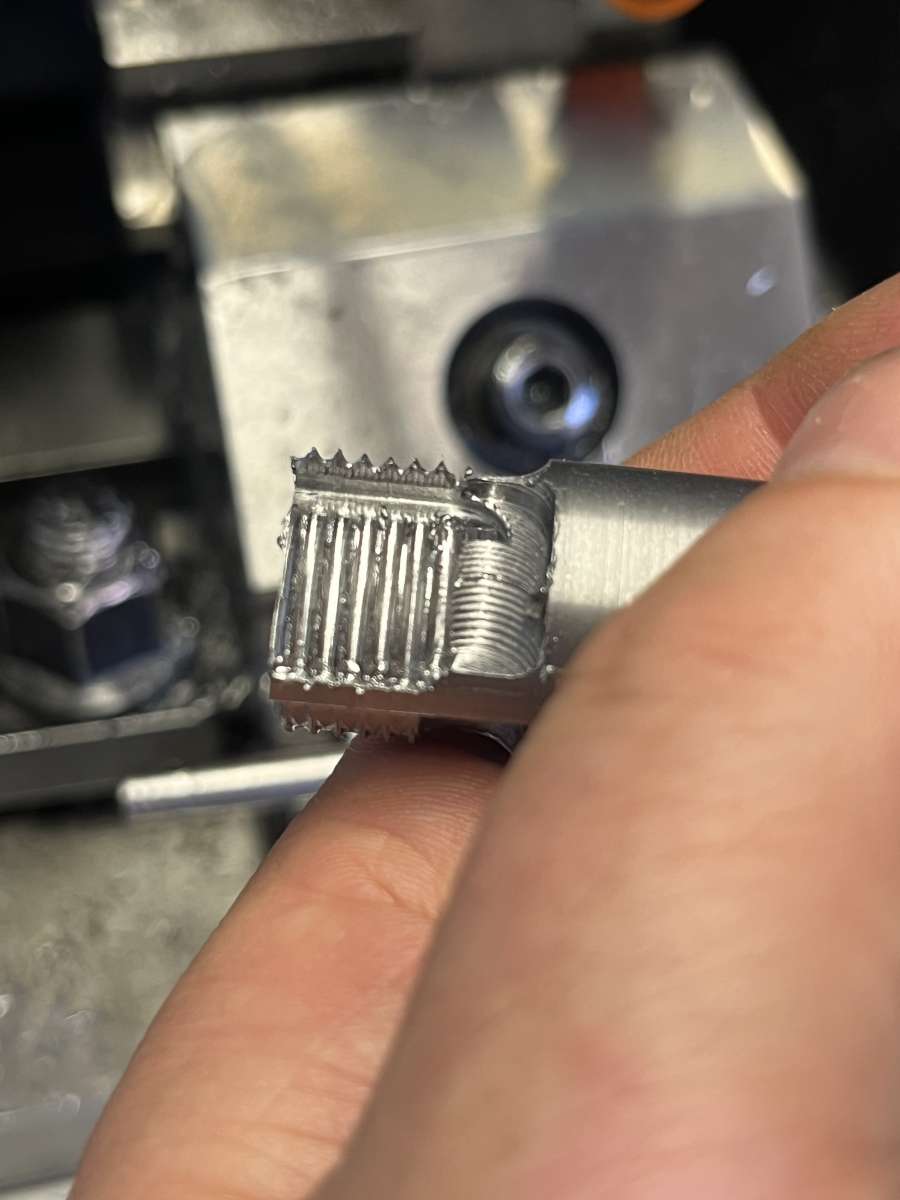
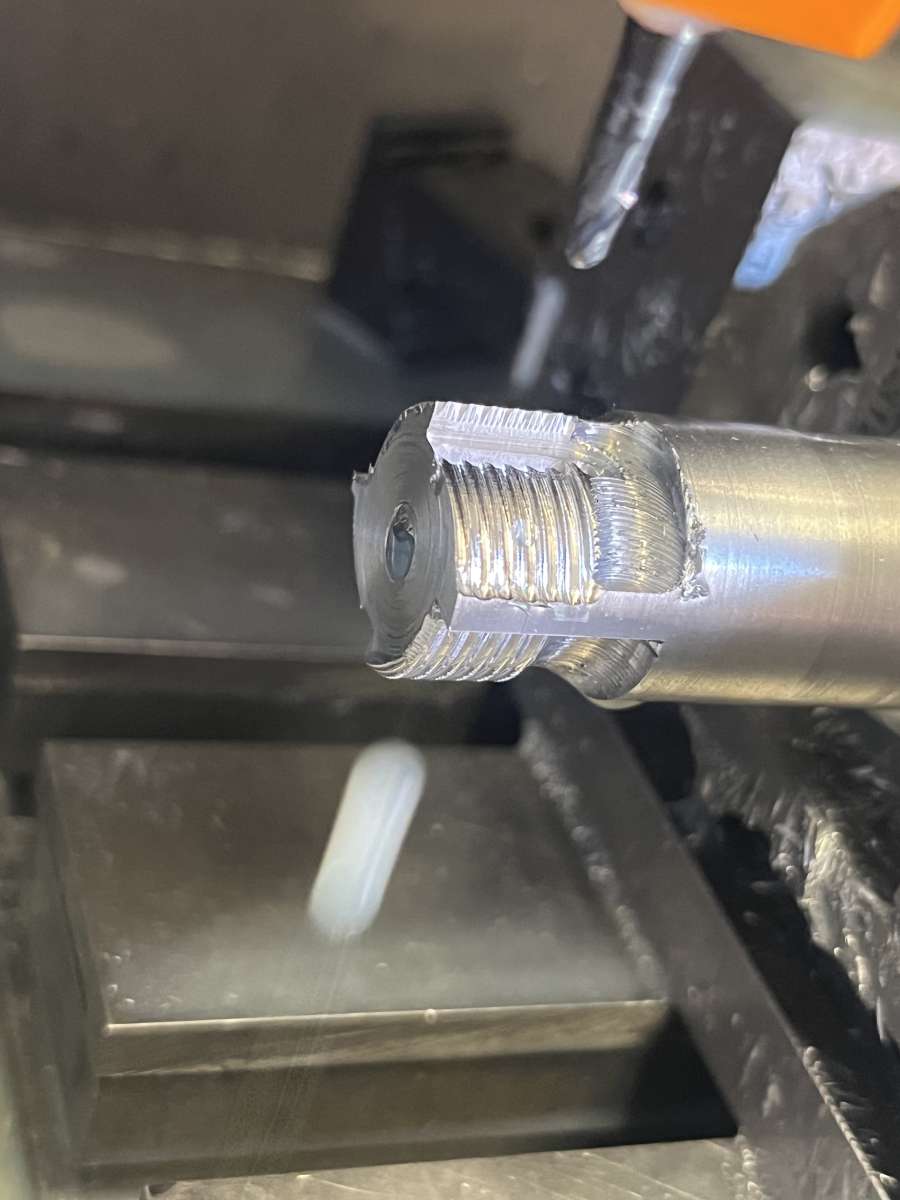
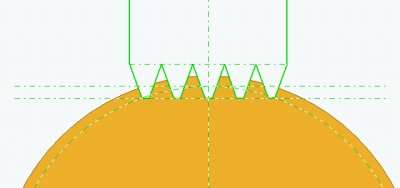
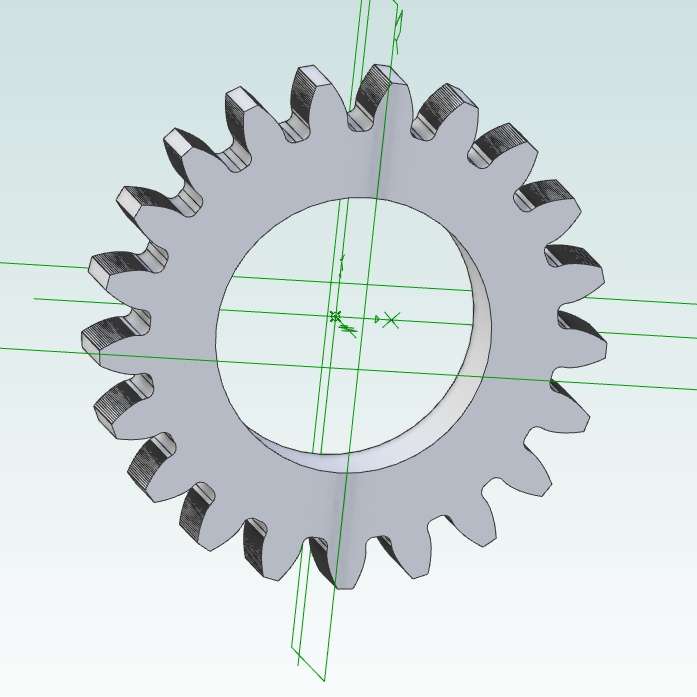
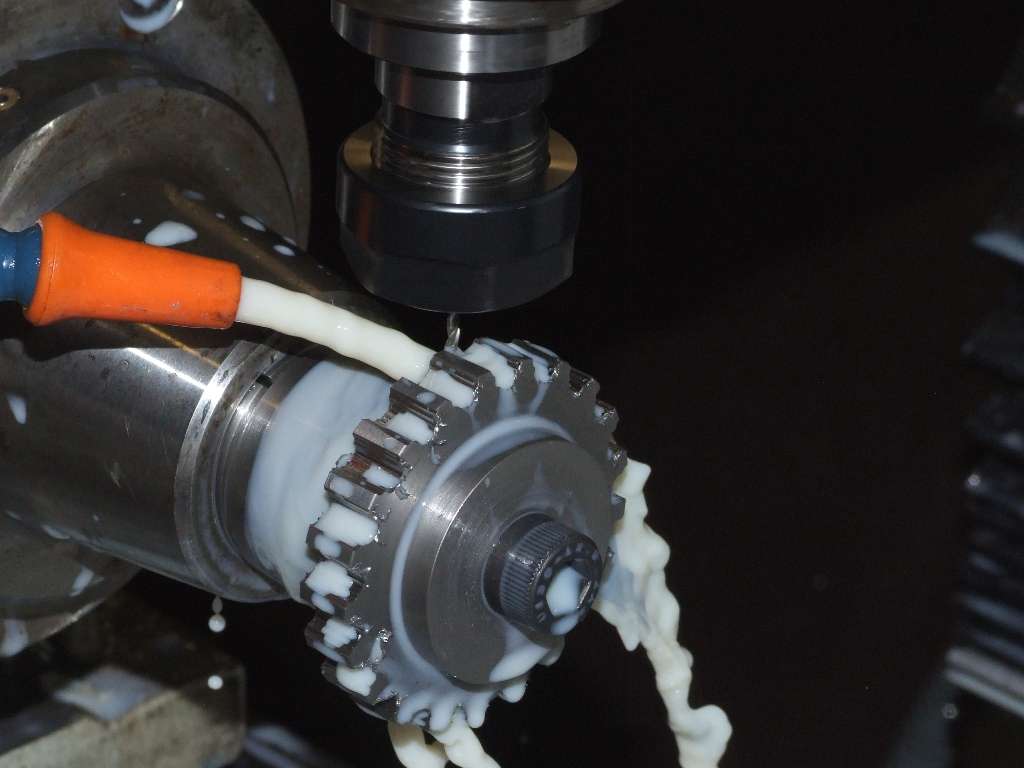
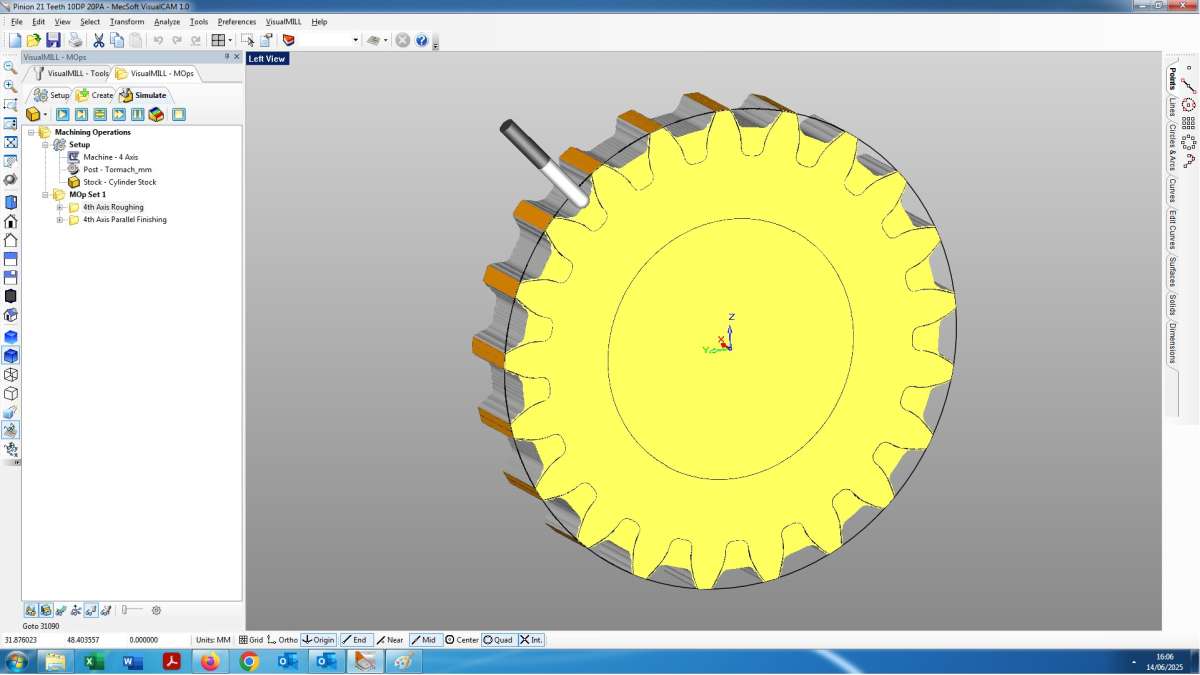
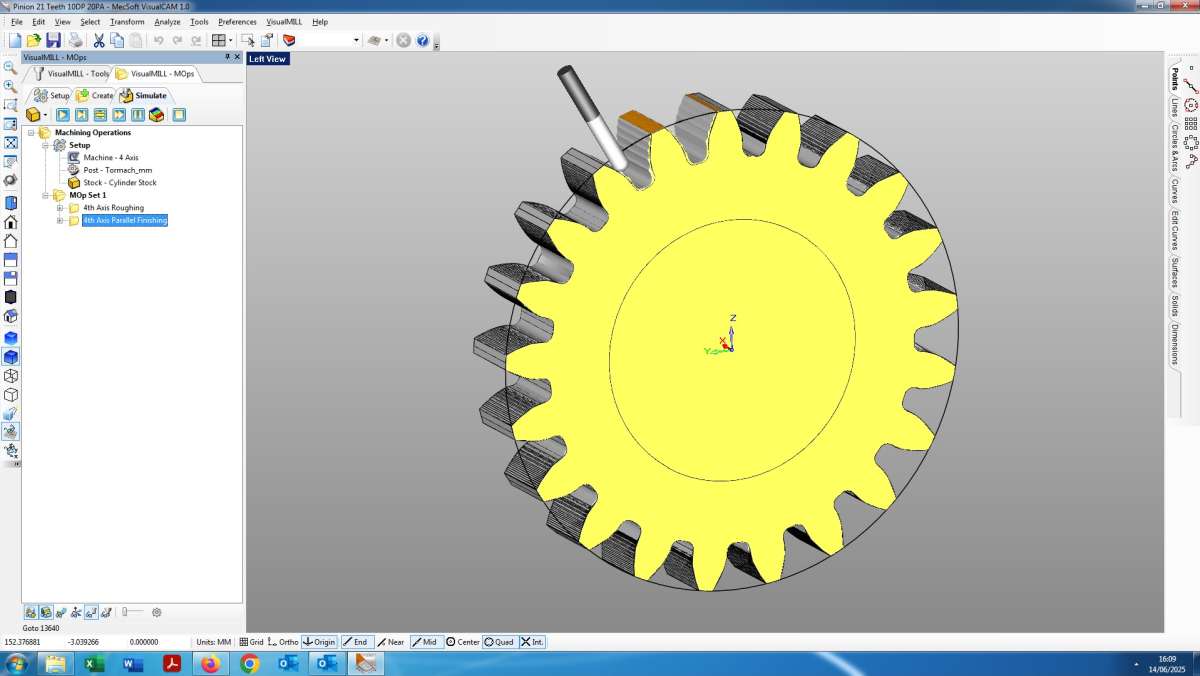
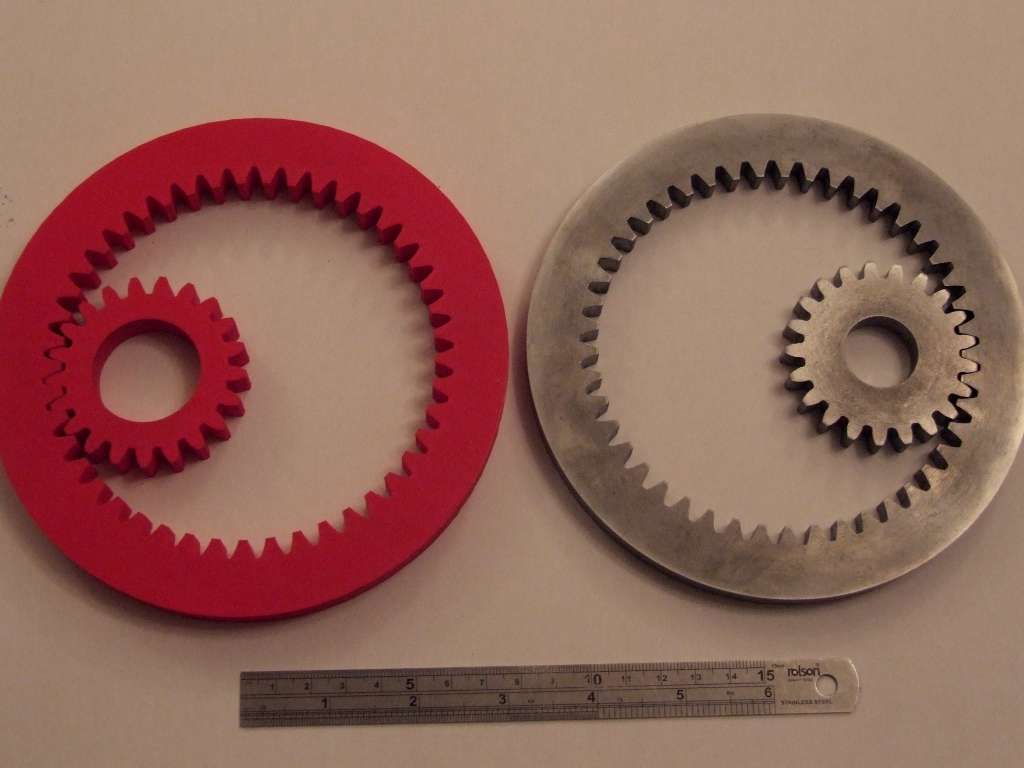
Making form relived cutters
Making form relived cutters
- This topic has 15 replies, 7 voices, and was last updated 15 June 2025 at 13:59 by
 Julie Ann.
Julie Ann.




- Please log in to reply to this topic. Registering is free and easy using the links on the menu at the top of this page.
Latest Replies
-
- Topic
- Voices
- Last Post
-
-
Chimney turning
Started by:
dave22
in: Beginners questions
- 2
-
3 September 2025 at 22:39
noel shelley
-
Arc’s 25mm indexable end mills…
Started by:
gerry madden
in: General Questions
- 3
-
3 September 2025 at 22:37
IanT
-
Swing over bed limitation for flywheels
Started by:
Steve Huckins
in: General Questions
- 15
-
3 September 2025 at 21:25
Engine Builder
-
An Unexpected Message
Started by:
Michael Gilligan
in: The Tea Room
- 6
-
3 September 2025 at 21:12
Michael Gilligan
-
Play on warco mini lathe saddle
Started by:
Michael Callaghan
in: Manual machine tools
- 4
-
3 September 2025 at 17:50
Howard Lewis
-
Safe and secure way to suspend a 5″G Tender
Started by:
Greensands
in: Locomotives
- 6
-
3 September 2025 at 14:51
Nealeb
-
Denford Orac refit
Started by:
Richard Evans 2
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 5
-
3 September 2025 at 14:30
Stuart Smith 5
-
design and use of cutting tools
Started by:
john mostyn
in: Books
- 8
-
3 September 2025 at 14:25
cogdobbler
-
Alternatives for a DRO display change
Started by:
John Hinkley
in: General Questions
- 8
-
3 September 2025 at 13:53
SillyOldDuffer
-
What Did You Do Today 2025
1
2
…
9
10
Started by:
JasonB
in: The Tea Room
- 38
-
3 September 2025 at 13:05
Vic
-
Vallder CNC
Started by:
Michael Gilligan
in: CNC machines, Home builds, Conversions, ELS, automation, software, etc tools
- 1
-
3 September 2025 at 08:38
Michael Gilligan
-
Big Vise, go big or go home
Started by:
conrod
in: Workshop Tools and Tooling
- 6
-
2 September 2025 at 20:00
old mart
-
Parting off on a mini lathe
Started by:
Andy Brocklehurst
in: Beginners questions
- 18
-
2 September 2025 at 19:43
old mart
-
St Albans Big Show 27 & 28 Sept 25
Started by:
Bazyle
in: Exhibitions, Shows and Club Events
- 2
-
2 September 2025 at 16:25
Bazyle
-
Exeter & District Model Engineers Show – 7 Sept
Started by:
Bazyle
in: Exhibitions, Shows and Club Events
- 1
-
2 September 2025 at 16:22
Bazyle
-
Task Light
Started by:
Vic
in: Work In Progress and completed items
- 2
-
2 September 2025 at 15:15
Vic
-
alchin transfers
Started by:
joseph tatler
in: Traction engines
- 4
-
2 September 2025 at 13:19
Clive Brown 1
-
Watercress Queen
Started by:
Diogenes
in: Locomotives
- 3
-
2 September 2025 at 12:38
JA
-
NU tool milling machine
Started by:
joseph tatler
in: Manual machine tools
- 8
-
2 September 2025 at 10:31
joseph tatler
-
Newbie
Started by:
seanieboy
in: Introduce Yourself – New members start here!
- 4
-
2 September 2025 at 10:25
Howard Lewis
-
Feed Water
1
2
Started by:
Richard Simpson
in: General Questions
- 16
-
2 September 2025 at 09:44
noel shelley
-
Looking for a quality pencil sharpener
Started by:
Greensands
in: The Tea Room
- 11
-
2 September 2025 at 08:56
Richard Simpson
-
Softening epoxy
1
2
Started by:
John Haine
in: General Questions
- 23
-
2 September 2025 at 04:23
John Haine
-
Thread form of medical ‘screws’.
Started by:
JimmieS
in: The Tea Room
- 7
-
1 September 2025 at 20:45
JimmieS
-
Knowledge
Started by:
seanieboy
in: Introduce Yourself – New members start here!
- 5
-
1 September 2025 at 19:39
Roderick Jenkins
-
Chimney turning
Latest Issue

Newsletter Sign-up
Latest Replies
- Chimney turning
- Arc’s 25mm indexable end mills…
- Swing over bed limitation for flywheels
- An Unexpected Message
- Play on warco mini lathe saddle
- Safe and secure way to suspend a 5″G Tender
- Denford Orac refit
- design and use of cutting tools
- Alternatives for a DRO display change
- What Did You Do Today 2025

