Background

To improve work holding on my milling machine, I have purchased a Soba precision vice from the Chronos catalogue. The vice is ground all over, allowing clamping on its sides or end. When the jaw is tightened, it is pulled forward and downward, reducing any tendency to lift, photo 1.



Enjoy more Model Engineer reading in the monthly magazine.
Click here to subscribe & save.

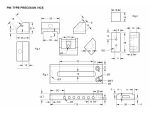
A piece of the flat bar was squared up on the ends to a length of 110mm and one side dressed with a file for the pin hole positions to be marked down the centre of this side. These holes were then carefully drilled through 5mm diameter and countersunk to a depth of 1mm on both sides, photo 5.
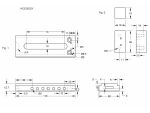
A centre line was marked on one of the wide faces and the centres of the ends of the slot marked and punched. Two 6mm diameter holes were drilled at these marks and the piece mounted in the milling vice on parallels to give a clear passage for cutting the slot.

With the table locked, a 10mm end mill was slowly fed down to full depth and the table released to carefully traverse along the slot until it just made contact with the end where it was withdrawn and the table moved the last bit to contact the stop and locked. The cutter was again fed down to depth and the table released to take a final cut to the beginning. This yielded a straight slot with a good finish to the sides and ends, photo 6.

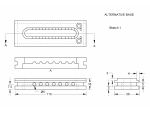
A countersink bit is fed down to a cut of 0.5mm and traversed to the end of the slot, providing a neat chamfer around the slot. This chamfering was repeated on the other side of the slot.Clamp the base to the mill table, pushing against a snug fitting parallel in the rear T slot. Also use a piece of flat stock secured to the table at the front to keep it in place. With a 10mm end mill, take the first pass along the front, 2mm deep with 3mm in-feed.

I also provided slots for clamping on the ends by plunging a 16mm x 4mm woodruff cutter 5.5mm deep on the centre line. You could also mill from the top to provide clamping clearance instead of using a woodruff cutter, photo 7.
Use a square to align the jaw piece flush with the end of the base and clamp it in place to leave the screw pilot holes clear, again check with a square after tightening the clamp. Drill through the first hole to a depth of 14mm, checking nothing has moved before drilling the second hole. Remove the clamp and tap the holes in the jaw.

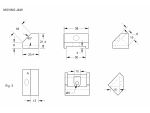
Cut off a piece of 1in. square bar 40mm long and clean up the sides and face or mill the ends to length. Although one side is over width, leave it for now as a backup for cutting the slot at the bottom. Scribe a centre line for the slot and mount the piece by its ends in the milling vice.
Set the line central and lock the Y feed, zeroing the dial after taking up any backlash. With a 10mm end mill, take a 2mm deep pass down the centreline, followed by a 1mm pass. Check that the slot is actually 10mm wide and in the direction you took up the backlash. Put on a feed of 9.5mm and relock the Y feed. The feed needs to be into the cut, so move the table to the appropriate end and again take cuts of 2mm followed by 1mm depth. Measure one of the steps in the base and compare this with the remaining land on the jaw. Apply the required Y feed and take another pass.
Take up backlash in the opposite direction and zero the dial on the Y feed. Move the feed 19.5mm in this direction and take the two passes. This time, measure between the steps in the base and compare with the width of the slot. Apply this amount of Y feed, minus 0.1mm and take a cut in the appropriate direction of about 10mm and try the base, which needs to be a firm sliding fit. Take further light cuts until this is achieved, then complete the final pass. Clean up all edges and try the fit on the base. If still on the tight side, rub each side of the jaw slot along a fine flat file with a safe edge to get a smooth sliding action.

Set the jaw in the vice resting on the bevel (A) and use the drill to align the 5mm hole centrally. Open the hole in stages to 10mm x 15mm deep at the full diameter. Replace the drill with a 10mm end mill and take 2mm cuts until the toggle pocket is 15mm deep, photo 9.


Set a piece of 10mm square bar in the 4 jaw chuck with about 20mm protruding and face the end. Drill and tap M4 to a depth of 12mm and deeply countersink. Turn down to 7.5mm Dia for a length of 12mm, and then part off leaving a 8mm length of square material. Drill the 4.7mm (3/16in.) cross-hole as per Fig. 4 and leave for now.

Holding a piece of 1/2in. diameter material in the three-jaw chuck, turn down a 4mm length to 11.5mm diameter if using the countersunk hole, then form a 7mm radius on the end. Drill 4mm diameter x 5mm deep. Polish the radiused end and part off to leave 0.5mm of parallel material after the radius as per the sketch.

This is just a 37mm length of 3/16in. diameter rod chamfered on both ends. On both of these vices, I found that turning the respective jaw tightening Allen screws with the fingers to initially set the jaws was unsatisfactory, as was using an Allen key.

Knurl 12mm on the end of a piece of 19mm diameter bar and reduce 4mm long to 13mm diameter. With a 90deg. V tool, chamfer the end and the edge of the knurling on both sides. Traverse the tool to the left of the knurling by the width of the parting blade to give it a good start.

Assemble the vice and lock the jaws tightly, use a fly-cutter able to sweep the full width of the jaws to bring the tops level. Draw file all surfaces to a smooth finish and take a little extra material off the sides of the moving jaw. This allows the jaw to be released whilst still gripped in a larger vice, if it is to be used in this way. Chamfer all exposed edges and the vice is ready to go, photo 14.


