This article originally appeared in Model engineers’ Workshop issue 129, September 2007.
Article continues below…
Advert

Enjoy more Model Engineer reading in the monthly magazine.
Click here to subscribe & save.
Enjoy more Model Engineer reading in the monthly magazine.
Click here to subscribe & save.

For repetitive work and rough turning a workpiece mounted in the chuck, a saddle-stop fitted to the lathe can save the worry of overshooting the length of a cut and so allow for more concentration on the diameter of the work. After the workpiece has been faced-off, it’s so easy to adjust the length of the cut more accurately if a drill bit, feeler gauge or whatever, is slipped between the saddle and the stop-rod of the attachment rather than trying to make the measurement in other ways. Taking lengthwise measurements on the small lathes such as the Unimat 3 can be a little difficult at times, within the restricted area available.

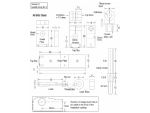
The first simple saddle-stop, Fig.1, photo 1 & photo 2 was the first to be fitted to my own machine and was used successfully for quite some time. However the time came when thread cutting in the lathe was to be carried out and the Unimat threading accessory could not be fitted, due to the obstruction of the saddle-stop clamp-bracket.

Of course, thread cutting with this method is not done regularly, but to remove the saddle-stop temporarily would be out of the question, so assembly No 2, Fig.2, photo 3 to be located under the headstock was constructed. A lever to lock the stop rod is mounted to the front of the headstock casting and the stop rod slides under the headstock, photo 4.

There are two disadvantages to this positioning of the stop-rod. The first is the liability of swarf to fall between the saddle and rod, but this is no real problem since this will produce a shorter lengthwise cut. The swarf is then brushed away prior to the final finishing cut.
Second is the need to cut a clearance for the stop rod in the clamping plate of one of the supports of the threading attachment and also that of the fixed-steady if these are part of the owner’s kit. Alternatively it may be possible to reposition the saddle stop bracket to allow the stop rod to pass between the clamp plates and the relative accessory, but the easy option is to remove the stop-rod whenever these items are to be used.
Fitting the stop
Spacing of the fixing holes has been omitted from the drawings. The best place for the holes can be found when the stop is being fitted to the lathe. When the assembly is installed, some packing will be required to set the attachment parallel and horizontal to the lathe bed and for saddle-stop No 2, the clamp screw will need to be adjusted centrally with the hole in the headstock casting. Make a saw cut on the end of the clamp screw for a screwdriver to be used for tightening the clamp temporarily and insert it through the headstock casting to connect with the clamp. Slide the bush on the shaft and shim-up the assembly until the bush can be easily screwed into place. Tighten the clamp and then after a suitable position has been found and marked for the lever, file a flat on the clamp-screw. Finally, cut the clamp-screw to length and remove the excess from the lever thread.
Design no 1

No 1 is easily installed by placing it, front face down, between the slideways of the lathe. After sliding it under the headstock it can then be turned upright to be secured with two 4ba screws.
The clamping screw for design No 1 is a 5mm socket cap head screw with an optional sleeve, the sleeve being simply to give easier access to the head of the screw, for the wrench to be used.
Design no 2
With design No 2, there is too little space to manoeuvre the clamp bracket in the same way, so it is secured after the baseplate has been positioned. By holding the bracket in the space between the webs of the lathe bed, (lathe being upside down) slide the stop-rod through the clamp bracket.
After sliding the baseplate along the rod and into place from the drive-pulley direction, the bracket can be manoeuvred into position for the screws to be fitted and the final alignment of the attachment carried out.

Photo 5 shows the baseplate screwed to the webs of the lathe bed.